


- ACCUEIL
- Le processus de moulage à modèle perdu est réalisé avec une excellente conception parLin Chiao
Le processus de moulage à modèle perdu est réalisé avec une excellente conception parLin Chiao
Il y avait deux problèmes importants qui influençaient le coût du projet de moulage à la cire perdue : le temps de production et le coût de production. Pour gagner du temps de production, vous aurez besoin d'un fabricant de pièces moulées de qualité qui fournira des jugements corrects basés sur une expérience de fonderie soutenue etLin ChiaoLes 24 années d'expérience de Casting Metal peuvent vous aider à atteindre vos objectifs.
Processus de coulée rigoureux et innovant - Étape 1 : Création de modèles en cire
Équipe d'ingénierie de moulage de précision - Conception adaptée au moulage
QuandLin ChiaoL'équipe d'ingénierie de reçoit une conception de produit d'un acheteur,Lin ChiaoL'équipe d'ingénierie de se réunirait pour discuter du point de fusion et découvrir les éventuelles difficultés lors du moulage, et les responsables de chaque département se réuniraient pour discuter du processus de moulage de leur point de vue.
Lin ChiaoLes 24 années d'expérience de en moulage d'alliages leur permettent de proposer des solutions innovantes pour fournir un processus de moulage de précision précis et polyvalent.
Fabrication de moules de moulage de précision de haute qualité

Lin Chiaoa accumulé plus de 20 000 moules après avoir été un fabricant de fonderie de cire pendant 24 ans. Construire un moule de coulée en métal est différent des autres ; vous avez besoin d'un endroit dans lequel l'alliage est coulé et le fabricant de moules doit comprendre le concept de construction d'un moule lorsque la forme est compliquée.
Prototypage rapide
Lin Chiaopropose un prototypage rapide pour le moulage de précision dans une variété d'alliages, notamment l'acier inoxydable, l'acier au carbone, l'acier au nickel, la fonte, etc.Lin ChiaoGrâce au prototypage rapide, le produit est entièrement développé.Lin Chiaooffre une flexibilité dans les quantités de production, que ce soit pour une solution de prototype rapide, une petite production ou une commande en grande quantité.
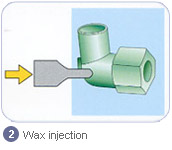
Modèle de cire/condition d’injection de cire, durée et stabilité
Lors de l'injection de cire dans le moule, la pression de coulée de la cire (7 ~ 12 kg/cm² ou 50 kg/cm²), la température de préchauffage du moule, le temps et la température d'injection de la cire, la température ambiante d'injection du motif de cire et la méthode de refroidissement du moule après l'injection de la cire. sont les facteurs importants pour le processus d’injection de cire. Par conséquent, certaines décisions doivent être prises, et un jugement non professionnel peut conduire à de mauvais résultats. ÀLin Chiao, de la cire soluble dans l'eau, qui peut être dissoute à température ambiante, est appliquée sur les parties ou les angles difficiles à retirer de la cire.
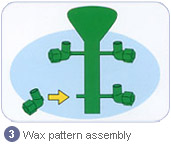
Assemblage du modèle de cire
Une fois refroidi, le motif en cire est retiré du moule, le personnel enlève les bavures sur le motif en cire et s'assure que la surface est claire. Lorsqu'ils ont terminé, ils sont prêts à couler la fabrication de l'arbre.

processus de moulage de modèle de cire de pompe
Arbre de coulée et grappe
Chaque modèle en cire peut être traité individuellement en fonction de la taille des composants. Ils sont attachés à un canal de cire et reliés par un cône verseur, appelé arbre de coulée ou groupe de motifs. Chaque modèle en cire peut être traité individuellement en fonction de la taille des composants. Les motifs en cire sont attachés à un poteau de contrôle en cire avec un coureur, et le tout est appelé arbre, grappe de motifs ou grappe.

Processus de coulée rigoureux et innovant – Étape 2 : Boue de céramique et stuc
Processus de fabrication de coques de moulage de précision – Trempage

La fabrication des coquillages est une étape primordiale ; si vous ne parvenez pas à fabriquer la coque, tout le processus de moulage à la cire perdue est ruiné. Par conséquent, la résistance de la coque doit être suffisamment solide pour supporter le processus suivant. La coque en céramique est une combinaison de boue de céramique contenant de la silice colloïdale, de l'alumine, du stuc, etc. L'arbre est plongé dans la boue de céramique pour obtenir l'épaisseur appropriée ; c'est la première préparation pour le traitement de coulée de métal en fusion. L'arbre de coulée est trempé dans du gel de silice pour une meilleure fixation lors du trempage du coulis de céramique.
Revêtement de sable (stuc)
Après le trempage de la pâte céramique, l'arbre entier est recouvert de sable appelé stuc. Le procédé de stuc céramique est décidé lors de la réunion d'ingénierie. Il y a six fois de trempage de céramique et de stuc en céramique, et le processus de stuc a commencé avec le sable le plus fin jusqu'au sable le plus rugueux. Il faut environ trois jours pour terminer l’ensemble du processus entre le temps de séchage et les procédures. Le processus de séchage est effectué dans un délai adéquat pour éviter les fissures. Il existe différentes méthodes de revêtement de sable et cela dépend des exigences de densité.

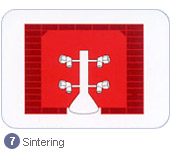
Processus de coulée rigoureux et innovant – Étape 3 : Cuisson du moule en coquille

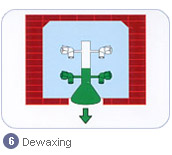
Le temps et la température de cuisson des moules de coulée sont décidés lors de la réunion sur la base d'années d'expérience en moulage de précision. Les moules de moulage à modèle perdu sont cuits dans un four à 1 800 degrés Fahrenheit en utilisant de la vapeur pour éliminer les substances volatiles. Les moules sont retirés du four et placés sur un dispositif de support et sont prêts à couler le métal en fusion. La cire fondue est recyclée pour la prochaine utilisation.
Coulée de métal en fusion
Le métal liquide est coulé dans une coque de coulée de précision ; le temps et la température sont des facteurs importants pour cette étape.

Processus de coulée rigoureux et innovant – Étape 4 : Coulée Shell Knockout
Shell Knockout à l'aide d'une machine à secouer

Enlevez la coque en céramique en
secouant la machine
Une fois le métal fondu versé dans la coque, une machine vibrante secoue la coque en céramique pour la sortir du flacon. Le temps d'agitation dépend du composant coulé, il peut être de 5 ou 7 secondes.
Traitement thermique
Pour égaliser la qualité de chaque matériau en acier, un traitement thermique est parfois effectué.
Lavage acide pour l’acier
Le lavage à l'acide est un processus de coulée visant à renforcer la surface de l'acier afin d'éviter la rouille.
Machine de nettoyage de billes d'acier pour composants de moulage
La machine de nettoyage des perles fonctionne sous haute pression, ce qui permet aux perles de nettoyer la coque en céramique restante dans un environnement à haute pression.
Traitement sans bavures, processus de moulage par polissage
Le traitement de surface est effectué pour créer une grande tolérance et finition de surface.
- Les équipements enLin Chiaopour le processus de moulage de précision :
- Cuve de récupération de cire et cuve contenant de l'électricité statique
- Machine d'injection de modèle de cire à plateau tournant
- Machine d'injection de cire à tête unique haute pression
- Machine d'injection de carottes de cire
- Machine d'injection de cire standard
- Machine d'injection de cire soluble
- Système de transport automatique de modèles de cire, du processus de modification du modèle de cire, du nettoyage du modèle de cire au processus de trempage
- Cuve de trempage de fluide
- Cuve collectrice de lit fluidiseur de sable
- Système de transport automatique pour le processus de trempage
- Machine à décirer à la vapeur
- Système de récupération et de transport de cire à grande vitesse entièrement automatique
- Four de frittage
- Four de fusion à haute fréquence
- Dissolvant de moisissure de coquille
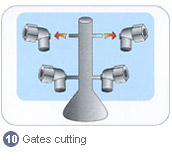
- Machine de découpe
- Machine de polissage et de meulage
- Configuration du traitement de décapage automatique
- Machine de soudage
- Machine de sablage à rouleaux
- Machine de sablage à plate-forme
- Petite machine de sablage de type fermé
- Analyseur chimique
- Machine à pression hydraulique

- Équipement de test en laboratoire pour les produits de moulage à modèle perdu :
- Spectromètre de métal
- Machine de mesure manuelle 2.5D
- Socle en granit
- Machine d'essai de traction
- Machine d'essai de micro-dureté
- Machine de meulage et de polissage
- Machine de presse de montage
- Analyseur chimique
- Machine à pression hydraulique
Processus de coulée






Article sections
- Grundfos' Sélection d'un fabricant de moulage de précision -Lin ChiaoCasting Co., Ltd.
- Moulage de précision pour le plus grand fournisseur de pièces prothétiques d'orthèses aux États-Unis
- Un fabricant de fonderie de précision a surmonté sa demande de délai de livraison de 25 jours pour gagner le cœur de ses clients
- Fini le moulage au sable pour les gros objets, le moulage de précision est l'avenir
- Le processus de moulage à modèle perdu est réalisé avec une excellente conception parLin Chiao
- Fabricant de moulage de précision certifié UKAS, ISO, SGS –Lin ChiaoCasting Co., Ltd.
- Lin ChiaoVidéo et photo du moulage à modèle perdu
- Lin ChiaoLe casting d'investissement de 2016
- Contactez un fournisseur de moulage à la cire perdue dès maintenant !
- Lin Chiao Casting Co., Ltd. Privacy Policy
Produit catégorie











Renseigner maintenant
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!