


- TRANG CHỦ
- Quá trình đúc đầu tư được thực hiện với thiết kế xuất sắc bởiLin Chiao
Quá trình đúc đầu tư được thực hiện với thiết kế xuất sắc bởiLin Chiao
Có hai vấn đề quan trọng ảnh hưởng đến chi phí trong dự án đúc sáp bị mất, đó là thời gian sản xuất và chi phí sản xuất. Để tiết kiệm thời gian sản xuất, bạn sẽ cần một nhà sản xuất vật đúc chất lượng để đưa ra những đánh giá chính xác dựa trên kinh nghiệm đúc lâu dài vàLin ChiaoKinh nghiệm đúc kim loại 24 năm của chúng tôi có thể giúp bạn đạt được mục tiêu của mình.
Quy trình đúc nghiêm ngặt và sáng tạo - Bước 1: Tạo mẫu sáp
Đội ngũ kỹ thuật đúc đầu tư - Thiết kế thân thiện với vật đúc
KhiLin ChiaoĐội ngũ kỹ thuật của công ty nhận được thiết kế sản phẩm từ người mua,Lin ChiaoĐội ngũ kỹ thuật của sẽ tập hợp lại để thảo luận về điểm nóng chảy và tìm ra những khó khăn có thể xảy ra trong quá trình tuyển diễn viên, đồng thời các nhà quản lý từ mỗi bộ phận sẽ có một cuộc họp để thảo luận về quá trình tuyển diễn viên theo quan điểm của họ.
Lin ChiaoKinh nghiệm đúc hợp kim 24 năm của họ cho phép họ đưa ra các giải pháp sáng tạo nhằm cung cấp quy trình đúc mẫu chảy chính xác và linh hoạt.
Làm khuôn đúc đầu tư chất lượng cao

Lin Chiaođã tích lũy được hơn 20.000 khuôn mẫu sau khi trở thành nhà sản xuất đúc đầu tư sáp trong 24 năm. Xây dựng khuôn đúc kim loại khác với những khuôn khác; bạn cần một nơi đổ hợp kim vào và người làm khuôn cần hiểu khái niệm về cách chế tạo khuôn khi hình dạng phức tạp.
Tạo nguyên mẫu nhanh
Lin Chiaocung cấp nguyên mẫu nhanh để đúc mẫu bằng nhiều loại hợp kim bao gồm thép không gỉ, thép cacbon, thép niken, đúc sắt, v.v. Khi bạn nhận đượcLin Chiaotạo mẫu nhanh, sản phẩm được phát triển hoàn chỉnh.Lin Chiaocung cấp sự linh hoạt về số lượng sản xuất, cho dù là giải pháp nguyên mẫu nhanh chóng, sản xuất nhỏ hay đặt hàng số lượng lớn.
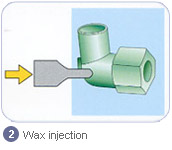
Mẫu sáp / Điều kiện phun sáp, thời gian và độ ổn định
Khi bơm sáp vào khuôn, áp suất đổ sáp (7 ~ 12kg/cm2 hoặc 50 kg/cm2), nhiệt độ khuôn làm nóng trước, thời gian và nhiệt độ phun sáp, nhiệt độ phòng phun mẫu sáp và phương pháp làm mát khuôn sau khi bơm sáp là những yếu tố quan trọng cho quá trình phun sáp. Vì vậy, có những quyết định cần phải được đưa ra và sự phán xét thiếu chuyên nghiệp có thể dẫn đến kết quả không tốt. TạiLin Chiao, sáp hòa tan trong nước, có thể hòa tan ở nhiệt độ phòng, được áp dụng cho các bộ phận hoặc góc khó loại bỏ khỏi sáp.
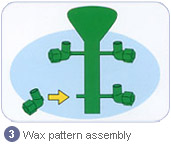
Hội mẫu sáp
Sau khi nguội, mẫu sáp được lấy ra khỏi khuôn, nhân viên sẽ loại bỏ các gờ trên mẫu sáp và đảm bảo bề mặt sạch sẽ. Khi hoàn thành, họ đã sẵn sàng để chế tạo cây đúc.

quá trình đúc mẫu sáp bơm
Cây đúc và cây mầm
Mỗi mẫu sáp có thể được xử lý riêng lẻ tùy thuộc vào kích thước thành phần. Chúng được gắn vào một ống dẫn sáp và nối với nhau bằng một hình nón rót, được gọi là cây đúc hoặc cụm hoa văn. Mỗi mẫu sáp có thể được xử lý riêng lẻ tùy thuộc vào kích thước thành phần. Các mẫu sáp được gắn vào một ống đo sáp bằng một đường chạy và toàn bộ vật này được gọi là cây, cụm mẫu hoặc mầm.

Quy trình đúc nghiêm ngặt và sáng tạo – Bước 2: Bùn gốm và vữa
Quá trình đúc mẫu chảy – Nhúng

Làm vỏ là một bước quan trọng; nếu không chế tạo được vỏ thì toàn bộ quá trình đúc sáp bị mất sẽ bị hủy hoại, do đó độ bền của vỏ phải đủ chắc chắn để xử lý được quá trình sau. Vỏ gốm là sự kết hợp của vữa gốm, trong đó có chứa keo silic, alumina, vữa,... Cây được nhúng vào vữa gốm với độ dày phù hợp; đây là sự chuẩn bị đầu tiên cho quá trình đổ kim loại nóng chảy. Cây đúc được nhúng vào silica gel để bám dính tốt hơn khi nhúng vào bùn gốm.
Lớp phủ cát (Vữa)
Sau khi nhúng bùn gốm, toàn bộ cây được phủ một lớp cát gọi là vữa. Quy trình trát vữa gốm được quyết định trong cuộc họp kỹ thuật. Có sáu lần nhúng gốm và trát vữa gốm, và quá trình trát vữa bắt đầu từ cát mỏng nhất đến cát thô nhất. Mất khoảng ba ngày để hoàn thành toàn bộ quá trình giữa thời gian sấy khô và các thủ tục. Quá trình sấy được thực hiện trong thời gian thích hợp để tránh hiện tượng nứt vỡ. Có nhiều phương pháp phủ cát khác nhau và nó phụ thuộc vào yêu cầu mật độ.

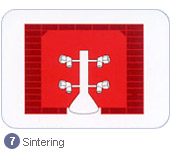
Quy trình đúc nghiêm ngặt và sáng tạo – Bước 3: Nung khuôn vỏ

Thời gian và nhiệt độ nung khuôn đúc được quyết định trong cuộc họp dựa trên kinh nghiệm đúc đầu tư nhiều năm. Khuôn đúc đầu tư được nung trong lò ở nhiệt độ 1800 độ F bằng hơi nước để loại bỏ mọi chất dễ bay hơi. Các khuôn được lấy ra khỏi lò và đặt trên thiết bị đỡ và sẵn sàng cho việc đổ kim loại nóng chảy. Sáp tan chảy được tái chế cho lần sử dụng tiếp theo.
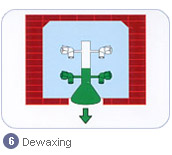
Đổ kim loại nóng chảy
Kim loại lỏng được đổ vào vỏ đúc chảy; thời gian và nhiệt độ là những yếu tố quan trọng cho bước này.

Quy trình đúc nghiêm ngặt và sáng tạo – Bước 4: Đúc loại vỏ
Shell Knockout bằng máy lắc

Loại bỏ lớp vỏ gốm bằng
máy lắc
Sau khi kim loại nóng chảy được đổ vào bình, máy rung sẽ lắc vỏ gốm ra khỏi bình. Thời gian lắc phụ thuộc vào thành phần vật đúc, có thể là 5 hoặc 7 giây.
Xử lý nhiệt
Để đảm bảo chất lượng của từng loại vật liệu thép, đôi khi việc xử lý nhiệt được thực hiện.
Rửa axit cho thép
Rửa axit là quá trình đúc để gia cố bề mặt thép để tránh rỉ sét.
Máy làm sạch hạt thép cho linh kiện đúc
Máy làm sạch hạt được vận hành dưới áp suất cao cho phép hạt làm sạch lớp vỏ gốm còn sót lại trong môi trường áp suất cao.
Quá trình xử lý miễn phí, đánh bóng đúc
Xử lý bề mặt được thực hiện để tạo ra khả năng chịu đựng và hoàn thiện bề mặt lớn.
- Các thiết bị trongLin Chiaocho quá trình đúc đầu tư:
- Thùng thu hồi sáp & Thùng chứa tĩnh điện
- Máy phun mẫu sáp kiểu bàn xoay
- Máy phun sáp một đầu áp suất cao
- Máy ép phun sáp
- Máy phun sáp tiêu chuẩn
- Máy phun sáp hòa tan
- Hệ thống vận chuyển tự động mẫu sáp từ quy trình sửa đổi mẫu sáp, làm sạch mẫu sáp đến quy trình nhúng
- Thùng ngâm chất lỏng
- Thùng thu gom cát tầng sôi
- Hệ thống vận chuyển tự động cho quá trình nhúng
- Máy tẩy lông bằng hơi nước
- Hệ thống vận chuyển và thu hồi sáp tốc độ cao hoàn toàn tự động
- lò thiêu kết
- Lò nung tần số cao
- Tẩy khuôn vỏ
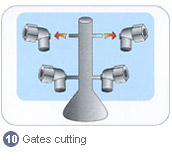
- Máy cắt
- Máy đánh bóng và mài
- Thiết lập xử lý dưa chua tự động
- Máy hàn
- Máy phun cát loại con lăn
- Máy phun cát loại nền tảng
- Máy phun cát loại nhỏ đóng
- Máy phân tích hóa học
- Máy áp lực thủy lực

- Thiết bị kiểm tra phòng thí nghiệm cho các sản phẩm đúc đầu tư:
- Máy quang phổ kim loại
- Máy đo thủ công 2.5D
- Đá granite
- Máy kiểm tra độ bền kéo
- Máy kiểm tra độ cứng vi mô
- Máy mài và đánh bóng
- Máy ép lắp
- Máy phân tích hóa học
- Máy áp lực thủy lực
Quá trình đúc






Điều phần
- Grundfos' Lựa chọn nhà sản xuất khuôn đúc đầu tư –Lin ChiaoCông ty TNHH đúc
- Đúc đầu tư cho nhà cung cấp bộ phận giả chỉnh hình lớn nhất ở Mỹ
- Nhà sản xuất khuôn đúc đầu tư vượt qua yêu cầu về thời gian chờ 25 ngày để chiếm được cảm tình của khách hàng
- Không còn đúc cát cho đối tượng lớn, đúc đầu tư là tương lai
- Quá trình đúc đầu tư được thực hiện với thiết kế xuất sắc bởiLin Chiao
- Nhà sản xuất khuôn đúc đầu tư được chứng nhận UKAS, ISO, SGS –Lin ChiaoCông ty TNHH đúc
- Lin ChiaoĐầu tư đúc video và hình ảnh
- Lin ChiaoĐúc đầu tư năm 2016
- Liên hệ với nhà cung cấp vật đúc sáp bị mất ngay bây giờ!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Sản phẩm thể loại











Hỏi thăm bây giờ
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!