


- صفحه اصلی
- فرآیند ریخته گری سرمایه گذاری با طراحی عالی توسطLin Chiao
فرآیند ریخته گری سرمایه گذاری با طراحی عالی توسطLin Chiao
دو موضوع مهم وجود دارد که بر هزینه پروژه ریخته گری موم از دست رفته تأثیر می گذارد، زمان تولید و هزینه در تولید. برای صرفه جویی در زمان تولید، به یک تولید کننده ریخته گری با کیفیت نیاز دارید تا قضاوت های صحیحی را بر اساس تجربه ریخته گری پایدار ارائه دهد.Lin Chiaoتجربه 24 ساله ریخته گری فلز می تواند به شما در رسیدن به اهدافتان کمک کند.
فرآیند ریخته گری دقیق و نوآورانه - مرحله 1: ساخت الگوی مومی
تیم مهندسی ریخته گری سرمایه گذاری - طراحی دوستدار بازیگران
چه زمانیLin Chiaoتیم مهندسی یک طرح محصول را از خریدار دریافت می کند،Lin Chiaoتیم مهندسی برای بحث در مورد نقطه ذوب و یافتن مشکلات احتمالی در طول ریختهگری گرد هم میآیند و مدیران هر بخش جلسهای خواهند داشت تا در مورد فرآیند ریختهگری از دیدگاه خود بحث کنند.
Lin Chiaoتجربه 24 ساله ریخته گری آلیاژ به آنها اجازه می دهد تا راه حل های نوآورانه ای برای ارائه یک فرآیند ریخته گری سرمایه گذاری دقیق و همه کاره ارائه دهند.
ساخت قالب ریخته گری سرمایه گذاری با کیفیت بالا

Lin Chiaoبیش از 20000 قالب را پس از 24 سال تولید کننده ریخته گری واکس سرمایه گذاری کرده است. ساخت یک قالب ریخته گری فلز در مقایسه با دیگران متفاوت است. شما به مکانی نیاز دارید که آلیاژ در آن ریخته شود و سازنده قالب باید مفهوم نحوه ساخت قالب را در زمانی که شکل پیچیده می شود، درک کند.
نمونه سازی سریع
Lin Chiaoنمونه سازی سریع برای ریخته گری سرمایه گذاری در انواع آلیاژها از جمله فولاد ضد زنگ، فولاد کربنی، فولاد نیکل، ریخته گری آهن و غیره را ارائه می دهد.Lin Chiaoنمونه سازی سریع، محصول به طور کامل توسعه یافته است.Lin Chiaoانعطافپذیری در مقادیر تولید، چه برای یک راهحل نمونه اولیه سریع، چه برای تولید کوچک و چه برای سفارش مقدار زیاد، فراهم میکند.
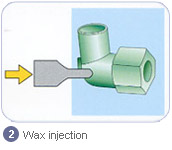
الگوی موم / وضعیت تزریق موم، زمان و پایداری
هنگام تزریق موم به داخل قالب، فشار ریختن موم (7 ~ 12 کیلوگرم بر سانتی متر مربع یا 50 کیلوگرم بر سانتی متر مربع)، دمای قالب پیش گرم، زمان و دمای تزریق موم، دمای اتاق تزریق الگوی موم و روش خنک سازی قالب پس از تزریق موم عوامل مهم برای فرآیند تزریق موم هستند. بنابراین، تصمیماتی وجود دارد که باید گرفته شود و قضاوت غیرحرفه ای می تواند منجر به نتایج ضعیف شود. درLin Chiaoموم محلول در آب را که می توان در دمای اتاق حل کرد، روی قسمت ها یا زوایایی که به سختی از موم جدا می شود، استفاده می شود.
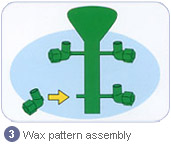
مونتاژ الگوی مومی
پس از خنک شدن، الگوی موم از قالب خارج می شود، کارکنان سوراخ های روی الگوی مومی را جدا می کنند و از شفاف بودن سطح اطمینان حاصل می کنند. هنگامی که آنها تمام شد، آنها آماده برای ریخته گری ساخت درخت هستند.

فرآیند ریخته گری الگوی موم پمپ
ریخته گری درخت و اسپرو
هر الگوی مومی را می توان به صورت جداگانه بسته به اندازه جزء پردازش کرد. آنها به یک دونده مومی متصل می شوند و با یک مخروط ریختن به هم متصل می شوند که به آن درخت ریخته گری یا خوشه الگو می گویند. هر الگوی مومی را می توان به صورت جداگانه بسته به اندازه جزء پردازش کرد. الگوهای مومی با رانر به یک نظرسنجی دریچه ای مومی متصل می شوند و به کل آن درخت، خوشه الگو یا اسپرو می گویند.

فرآیند ریخته گری دقیق و نوآورانه - مرحله 2: دوغاب سرامیکی و گچ بری
ساخت پوسته فرآیند ریخته گری سرمایه گذاری - غوطه وری

ساخت پوسته یک مرحله مهم است. اگر نتوانید پوسته را بسازید، کل فرآیند ریخته گری موم از دست رفته خراب می شود، بنابراین، استحکام پوسته باید به اندازه کافی قوی باشد تا بتواند فرآیند زیر را انجام دهد. پوسته سرامیکی ترکیبی از دوغاب سرامیکی است که حاوی سیلیس کلوئیدی، آلومینا، گچ و غیره است. درخت برای ضخامت مناسب در دوغاب سرامیکی فرو میرود. این اولین آماده سازی برای پردازش ریختن فلز مذاب است. درخت ریخته گری در ژل سیلیکا آغشته می شود تا چسبندگی بهتری روی دوغاب سرامیکی داشته باشد.
پوشش شنی (گچ بری)
پس از غوطه ور شدن دوغاب سرامیکی، کل درخت با ماسه پوشانده می شود که به آن گچ بری می گویند. روش گچ کاری سرامیکی در جلسه مهندسی تصمیم گیری می شود. شش بار غوطه ور شدن سرامیک و گچ بری سرامیکی وجود دارد، و فرآیند گچ کاری با نازک ترین ماسه تا زبرترین ماسه آغاز شد. تقریباً سه روز طول می کشد تا کل فرآیند بین زمان خشک کردن و مراحل به پایان برسد. فرآیند خشک کردن در زمان کافی برای جلوگیری از ترک انجام می شود. روش های مختلفی برای پوشش شنی وجود دارد و بستگی به تراکم مورد نیاز دارد.

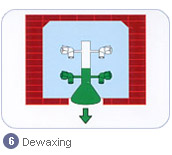
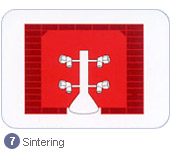
فرآیند ریخته گری دقیق و نوآورانه - مرحله 3: شلیک قالب پوسته

زمان پخت قالب ریخته گری و دما در طول جلسه بر اساس سال ها تجربه ریخته گری سرمایه گذاری تعیین می شود. قالبهای ریختهگری سرمایهگذاری در کورهای با دمای 1800 درجه فارنهایت با استفاده از بخار برای حذف هرگونه مواد فرار پخته میشوند. قالب ها از فر خارج شده و روی دستگاه تکیه گاه قرار می گیرند و برای ریختن فلز مذاب آماده می شوند. موم ذوب شده برای استفاده بعدی بازیافت می شود.
ریختن فلز مذاب
فلز مایع در یک پوسته ریخته گری سرمایه گذاری ریخته می شود. زمان و دما از عوامل مهم این مرحله هستند.

فرآیند ریخته گری دقیق و نوآورانه - مرحله 4: ناک اوت ریخته گری پوسته
ناک اوت شل با استفاده از ماشین تکان دهنده

با ماشین تکان دادن پوسته سرامیکی را از بین ببرید
پس از ریختن فلز مذاب در پوسته، یک دستگاه ارتعاشی پوسته سرامیکی را از فلاسک خارج می کند. زمان تکان دادن به جزء ریخته گری بستگی دارد، می تواند 5 یا 7 ثانیه باشد.
عملیات حرارتی
حتی با توجه به کیفیت هر ماده فولادی، گاهی اوقات عملیات حرارتی انجام می شود.
اسید شویی برای فولاد
اسید شویی یک فرآیند ریخته گری برای تقویت سطح فولاد برای جلوگیری از زنگ زدگی است.
دستگاه تمیز کردن مهره های فولادی برای قطعات ریخته گری
دستگاه تمیز کننده مهره تحت فشار بالا کار می کند که به دانه ها اجازه می دهد تا پوسته سرامیکی باقی مانده را در یک محیط فشار بالا تمیز کنند.
درمان بدون سوراخ، فرآیند ریخته گری پولیش
عملیات سطح برای ایجاد یک تحمل عالی و پرداخت سطح انجام می شود.
- تجهیزات درLin Chiaoبرای فرآیند ریخته گری سرمایه گذاری:
- Vax Reclamation Vat & Static Containing Vat
- دستگاه تزریق الگوی واکس نوع سینی گردان
- دستگاه تزریق موم تک سر فشار بالا
- دستگاه تزریق واکس اسپرو
- دستگاه تزریق موم استاندارد
- دستگاه تزریق موم محلول
- سیستم انتقال خودکار الگوی موم از فرآیند اصلاح الگوی مومی، تمیز کردن الگوی موم تا فرآیند غوطه وری
- وات غوطه ور شدن مایع
- Sand Fluidizer Bed Collector Vat
- سیستم انتقال خودکار برای فرآیند غوطه وری
- دستگاه اپیلاسیون بخار
- سیستم احیا و انتقال موم با سرعت بالا کاملاً اتوماتیک
- کوره زینترینگ
- کوره ذوب فرکانس بالا
- قالب پاک کن پوسته
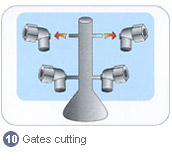
- دستگاه برش
- دستگاه پولیش و سنگ زنی
- تنظیم خودکار پردازش ترشی
- دستگاه جوش
- دستگاه سند بلاست نوع غلتکی
- دستگاه سند بلاست نوع پلت فرم
- دستگاه شن و ماسه کوچک نوع بسته
- آنالایزر شیمیایی
- ماشین فشار هیدرولیک

- تجهیزات تست آزمایشگاهی برای محصولات ریخته گری سرمایه گذاری:
- طیف سنج فلزی
- دستگاه اندازه گیری دستی 2.5D
- پایه گرانیت
- دستگاه تست کشش
- دستگاه تست سختی میکرو
- ماشین سنگ زنی و پرداخت
- دستگاه پرس نصب
- آنالایزر شیمیایی
- ماشین فشار هیدرولیک
فرآیند ریخته گری






مقاله بخش
- Grundfosانتخاب تولید کننده ریخته گری سرمایه گذاری -Lin Chiaoشرکت ریخته گری، با مسئولیت محدود
- ریخته گری سرمایه گذاری برای بزرگترین تامین کننده قطعات پروتز ارتز در ایالات متحده
- تولیدکننده ریختهگری سرمایهگذاری بر درخواست 25 روزه سررسید غلبه کرد تا قلب مشتری را به دست آورد
- دیگر نیازی به ریخته گری شن و ماسه برای شی بزرگ نیست، ریخته گری سرمایه گذاری آینده است
- فرآیند ریخته گری سرمایه گذاری با طراحی عالی توسطLin Chiao
- UKAS، ISO، SGS Certified Investment Casting سازنده –Lin Chiaoشرکت ریخته گری، با مسئولیت محدود
- Lin Chiaoفیلم و تصویر ریخته گری سرمایه گذاری
- Lin Chiaoریخته گری سرمایه گذاری در سال 2016
- اکنون با یک تامین کننده ریخته گری موم گمشده تماس بگیرید!
- Lin Chiao Casting Co., Ltd. Privacy Policy
محصول دسته











تحقیق کردن اکنون
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!