


- ANASAYFA
- Yatırım döküm süreci mükemmel tasarımla yapılırLin Chiao
Yatırım döküm süreci mükemmel tasarımla yapılırLin Chiao
Kayıp balmumu döküm projesinde maliyeti etkileyen iki önemli konu vardı, üretim süresi ve üretim maliyeti. Üretim süresinden tasarruf etmek için, sürdürülebilir döküm deneyimine dayalı doğru yargılar sağlayan kaliteli bir döküm üreticisine ihtiyacınız olacak veLin Chiao'nin 24 yıllık metal döküm tecrübesi hedeflerinize ulaşmanızda size yardımcı olacaktır.
Titiz ve Yenilikçi Döküm Süreci - Adım 1: Balmumu Desen Yapımı
Yatırım Döküm Mühendislik Ekibi - Döküm Dostu Tasarım
Ne zamanLin Chiao'nin mühendislik ekibi bir alıcıdan bir ürün tasarımı alır,Lin Chiao'nin mühendislik ekibi bir araya gelerek erime noktasını tartışacak ve döküm sırasında yaşanabilecek zorlukları tespit edecek, her departmandan yöneticiler ise döküm sürecini kendi bakış açılarından ele almak üzere bir araya gelecek.
Lin Chiao'nin alaşım döküm sektöründeki 24 yıllık deneyimi, hassas ve çok yönlü bir yatırım döküm süreci sağlamak için yenilikçi çözümler üretmesini sağlar.
Yüksek Kaliteli Yatırım Döküm Kalıp Yapımı

Lin Chiao24 yıldır mum yatırım döküm üreticisi olarak 20.000'den fazla kalıp biriktirmiştir. Metal döküm kalıbı inşa etmek diğerlerinden farklıdır; alaşımın döküldüğü bir yere ihtiyacınız vardır ve kalıp üreticisinin şekil karmaşık olduğunda kalıbın nasıl inşa edileceği kavramını anlaması gerekir.
Hızlı Prototipleme
Lin Chiaopaslanmaz çelik, karbon çeliği, nikel çeliği, demir döküm vb. dahil olmak üzere çeşitli alaşımlarda yatırım dökümü için hızlı prototipleme sunar. AldığınızdaLin Chiao'nin hızlı prototiplemesiyle ürün tam olarak geliştirildi.Lin Chiaoİster hızlı prototip çözümü, ister küçük üretim, isterse yüksek adetli sipariş olsun, üretim miktarlarında esneklik sağlar.
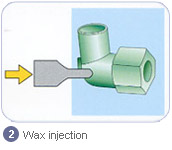
Balmumu Deseni / Balmumu Enjeksiyonu Durumu, Zamanı ve Stabilitesi
Kalıba balmumu enjekte edilirken, balmumu dökme basıncı (7~12kg/cm² veya 50 kg/cm²), ön ısıtma kalıbı sıcaklığı, balmumu enjeksiyon süresi ve sıcaklığı, balmumu desen enjeksiyon odası sıcaklığı ve balmumu enjekte edildikten sonra kalıp soğutma yöntemi balmumu enjeksiyon işlemi için önemli faktörlerdir. Bu nedenle, alınması gereken kararlar vardır ve profesyonel olmayan yargılar kötü sonuçlara yol açabilir.Lin ChiaoOda sıcaklığında eriyebilen suda eriyen mum, mumdan ayrılması zor olan kısımlara veya köşelere uygulanır.
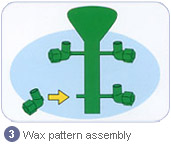
Balmumu Desen Montajı
Soğuduktan sonra, balmumu modeli kalıptan çıkarılır, personel balmumu modelindeki çapakları temizler ve yüzeyin temiz olduğundan emin olur. İşlerini bitirdiklerinde, ağaç imalatı için döküme hazır hale gelirler.

pompa mum desen döküm süreci
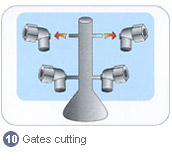
Döküm Ağacı ve Döküm Kanalı
Her mum deseni, bileşen boyutuna bağlı olarak ayrı ayrı işlenebilir. Bir mum koşucusuna takılırlar ve döküm ağacı veya desen kümesi adı verilen bir dökme konisi ile birleştirilirler. Her mum deseni, bileşen boyutuna bağlı olarak ayrı ayrı işlenebilir. Mum desenleri, bir koşucu ile bir mum geçitleme anketine takılır ve tüm bu şeye ağaç, desen kümesi veya döküm kanalı denir.

Titiz ve Yenilikçi Döküm Süreci – Adım 2: Seramik Bulamacı ve Sıva
Yatırım döküm işleminin kabuk yapımı – Daldırma

Kabuk yapımı çok önemli bir adımdır; kabuğu yapmayı başaramazsanız, tüm kayıp mum döküm süreci mahvolur, bu nedenle kabuğun gücü, sonraki süreci idare edebilecek kadar güçlü olmalıdır. Seramik kabuk, kolloidal silika, alümina, sıva vb. içeren seramik bulamacının bir kombinasyonudur. Ağaç, uygun kalınlık için seramik bulamacına daldırılır; bu, erimiş metal dökme işlemi için ilk hazırlıktır. Döküm ağacı, seramik bulamacı daldırma işleminde daha iyi tutunması için silika jele daldırılır.
Kum Kaplama (Sıva)
Seramik bulamacı daldırma işleminden sonra, tüm ağaç sıva adı verilen kumla kaplanır. Seramik sıva prosedürü mühendislik toplantısında kararlaştırılır. Altı kez seramik daldırma ve seramik sıva vardır ve sıva işlemi en ince kumdan en kaba kuma doğru başlar. Kuruma süresi ve prosedürler arasında tüm işlemin tamamlanması yaklaşık üç gün sürer. Kurutma işlemi çatlakları önlemek için yeterli bir sürede gerçekleştirilir. Çeşitli kum kaplama yöntemleri vardır ve yoğunluk gereksinimine bağlıdır.

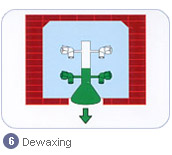
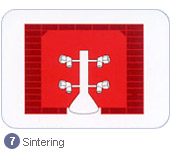
Titiz ve Yenilikçi Döküm Süreci – Adım 3: Kabuk Kalıp Ateşlemesi

Döküm kalıbı pişirme süresi ve sıcaklığı, yatırım dökümü konusunda yılların deneyimine dayanarak toplantı sırasında kararlaştırılır. Yatırım döküm kalıpları, uçucu maddeleri gidermek için buhar kullanılarak 1800 derece Fahrenheit'te bir fırında pişirilir. Kalıplar fırından çıkarılır ve bir destek cihazına yerleştirilir ve erimiş metal dökümü için hazır hale gelir. Erimiş mum, bir sonraki kullanım için geri dönüştürülür.
Erimiş Metal Dökümü
Sıvı metal, yatırım döküm kovanına dökülür; bu aşamada zaman ve sıcaklık önemli faktörlerdir.

Titiz ve Yenilikçi Döküm Süreci – Adım 4: Kabuk Çıkarma Dökümü
Sallama Makinesi Kullanılarak Kabuk Kırma

Seramik kabuğu
makineyi sallayarak çıkarın
Erimiş metal kabuğa döküldükten sonra, titreşimli bir makine seramik kabuğu şişeden sallayacaktır. Sallama süresi döküm bileşenine bağlıdır, 5 veya 7 saniye olabilir.
Isıl İşlem
Her çelik malzemenin kalitesine göre bazen ısıl işlem uygulanır.
Çelik İçin Asit Yıkama
Asit yıkama, çeliğin yüzeyini paslanmayı önleyecek şekilde güçlendirmek için yapılan bir döküm işlemidir.
Döküm Bileşeni İçin Çelik Boncuk Temizleme Makinesi
Boncuk temizleme makinesi yüksek basınç altında çalıştırılır ve bu da boncukların yüksek basınç ortamında kalan seramik kabuğu temizlemesine olanak tanır.
Çapaksız İşlem, Parlatma Döküm İşlemi
Yüzey işlemi, büyük bir tolerans ve yüzey kalitesi yaratmak için yapılır.
- EkipmanlarLin ChiaoYatırım döküm süreci için:
- Balmumu Geri Kazanım Küveti ve Statik İçeren Küvet
- Döner Tip Mum Desen Enjeksiyon Makinesi
- Yüksek Basınçlı Tek Kafalı Balmumu Enjeksiyon Makinesi
- Balmumu Enjeksiyon Makinesi
- Standart Balmumu Enjeksiyon Makinesi
- Çözünebilir Balmumu Enjeksiyon Makinesi
- Balmumu Desen Otomatik Taşıma Sistemi Balmumu Desen Değiştirme İşleminden, Balmumu Desen Temizleme İşlemine Daldırma İşlemine
- Sıvı Daldırma Küveti
- Kum Akışkanlaştırıcı Yatak Toplayıcı Küvet
- Daldırma İşlemi İçin Otomatik Taşıma Sistemi
- Buharlı Ağda Temizleme Makinesi
- Tam Otomatik Yüksek Hızlı Balmumu Geri Kazanım ve Taşıma Sistemi
- Sinterleme Fırını
- Yüksek Frekanslı Eritme Fırını
- Kabuk Küf Temizleyici
- Kesme Makinesi
- Cilalama ve Zımparalama Makinesi
- Otomatik Turşu İşleme Kurulumu
- Kaynak Makinesi
- Silindir Tipi Kumlama Makinesi
- Platform Tipi Kumlama Makinesi
- Kapalı Tip Küçük Kumlama Makinesi
- Kimyasal Analiz Cihazı
- Hidrolik Basınç Makinesi

- Yatırım Döküm Ürünleri İçin Laboratuvar Test Ekipmanları:
- Metal Spektrometresi
- 2.5D Manuel Ölçüm Makinesi
- Granit Taban
- Çekme test makinesi
- Mikro Sertlik Test Makinesi
- Taşlama ve Cilalama Makinesi
- Montaj Pres Makinası
- Kimyasal Analiz Cihazı
- Hidrolik Basınç Makinesi
Döküm Süreci






Makale bölümler
- Grundfos' Yatırım Döküm Üreticisinin Seçimi –Lin ChiaoDöküm Ltd. Şti.
- ABD'deki En Büyük Ortez Protez Parçaları Tedarikçisi İçin Yatırım Dökümü
- Yatırım Döküm Üreticisi Müşterinin Kalbini Kazanmak İçin 25 Günlük Teslim Süresi Talebini Aştı
- Büyük Nesneler İçin Artık Kum Dökümü Yok, Yatırım Dökümü Gelecek
- Yatırım döküm süreci mükemmel tasarımla yapılırLin Chiao
- UKAS, ISO, SGS Sertifikalı Yatırım Döküm Üreticisi –Lin ChiaoDöküm Ltd. Şti.
- Lin ChiaoYatırım Döküm Videosu ve Resmi
- Lin Chiao'nin 2016'daki Yatırım Dökümü
- Şimdi Kayıp Mum Döküm Tedarikçisiyle İletişime Geçin!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Ürün kategori











Sormak şimdi
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!