


- गृह
- निवेश कास्टिंग प्रक्रिया उत्कृष्ट डिजाइन के साथ किया जाता हैLin Chiao
निवेश कास्टिंग प्रक्रिया उत्कृष्ट डिजाइन के साथ किया जाता हैLin Chiao
खोई हुई मोम कास्टिंग परियोजना में लागत को प्रभावित करने वाले दो महत्वपूर्ण मुद्दे थे, उत्पादन समय और उत्पादन में लागत। उत्पादन समय बचाने के लिए, आपको निरंतर कास्टिंग अनुभव के आधार पर सही निर्णय देने के लिए एक गुणवत्ता कास्टिंग निर्माता की आवश्यकता होगी औरLin Chiao'का 24 वर्ष का धातु ढलाई अनुभव आपको अपने लक्ष्य प्राप्त करने में सहायता कर सकता है।
कठोर और अभिनव कास्टिंग प्रक्रिया - चरण 1: मोम पैटर्न बनाना
निवेश कास्टिंग इंजीनियरिंग टीम - कास्ट-फ्रेंडली डिज़ाइन
कबLin Chiaoकी इंजीनियरिंग टीम को एक खरीदार से उत्पाद का डिज़ाइन प्राप्त होता है,Lin Chiaoकी इंजीनियरिंग टीम पिघलने बिंदु पर चर्चा करने और कास्टिंग के दौरान संभावित कठिनाइयों का पता लगाने के लिए एक साथ इकट्ठा होगी, और प्रत्येक विभाग के प्रबंधक अपने दृष्टिकोण से कास्टिंग प्रक्रिया पर चर्चा करने के लिए एक बैठक करेंगे।
Lin Chiaoमिश्र धातु कास्टिंग के 24 वर्षों के अनुभव से उन्हें सटीक और बहुमुखी निवेश कास्टिंग प्रक्रिया प्रदान करने के लिए अभिनव समाधान के साथ आने की अनुमति मिलती है।
उच्च गुणवत्ता निवेश कास्टिंग मोल्ड बनाना

Lin Chiao24 वर्षों तक वैक्स इन्वेस्टमेंट कास्टिंग निर्माता होने के बाद 20,000 से अधिक मोल्ड जमा हो गए हैं। धातु कास्टिंग मोल्ड बनाना दूसरों की तुलना में अलग है; आपको एक ऐसी जगह की आवश्यकता होती है जहाँ मिश्र धातु डाली जाती है और मोल्ड निर्माता को यह समझने की आवश्यकता होती है कि आकार जटिल होने पर मोल्ड कैसे बनाया जाए।
तीव्र प्रोटोटाइपिंग
Lin Chiaoस्टेनलेस स्टील, कार्बन स्टील, निकल स्टील, आयरन कास्टिंग आदि सहित विभिन्न मिश्र धातुओं में निवेश कास्टिंग के लिए तेजी से प्रोटोटाइप प्रदान करता है। जब आप प्राप्त करते हैंLin Chiao'के तीव्र प्रोटोटाइप के बाद, उत्पाद पूरी तरह से विकसित हो गया है।Lin Chiaoउत्पादन मात्रा में लचीलापन प्रदान करता है, चाहे त्वरित तीव्र प्रोटोटाइप समाधान के लिए, छोटे उत्पादन के लिए या उच्च मात्रा के ऑर्डर के लिए।
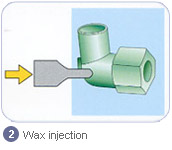
मोम पैटर्न / मोम इंजेक्शन की स्थिति, समय और स्थिरता
मोम को साँचे में इंजेक्ट करते समय, मोम डालने का दबाव (7~12 किग्रा/सेमी² या 50 किग्रा/सेमी²), प्री-हीट मोल्ड तापमान, मोम इंजेक्शन का समय और तापमान, मोम पैटर्न इंजेक्शन कक्ष का तापमान और मोम इंजेक्ट होने के बाद मोल्ड को ठंडा करने की विधि मोम इंजेक्शन प्रक्रिया के लिए महत्वपूर्ण कारक हैं। इसलिए, ऐसे निर्णय लेने की आवश्यकता है, और गैर-पेशेवर निर्णय खराब परिणामों को जन्म दे सकते हैं।Lin Chiaoपानी में घुलनशील मोम, जिसे कमरे के तापमान में घोला जा सकता है, को उन भागों या कोणों पर लगाया जाता है, जहां से मोम को हटाना कठिन होता है।
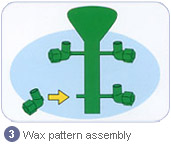
मोम पैटर्न असेंबली
ठंडा होने के बाद, मोम के पैटर्न को मोल्ड से हटा दिया जाता है, कर्मचारी मोम के पैटर्न पर मौजूद गड़गड़ाहट को हटा देते हैं और सुनिश्चित करते हैं कि सतह साफ है। जब वे काम पूरा कर लेते हैं, तो वे कास्टिंग ट्री फैब्रिकेशन के लिए तैयार हो जाते हैं।

पंप मोम पैटर्न कास्टिंग प्रक्रिया
कास्टिंग ट्री और स्प्रू
हर मोम पैटर्न को घटक के आकार के आधार पर अलग-अलग संसाधित किया जा सकता है। वे एक मोम रनर से जुड़े होते हैं और एक डालने वाले शंकु से जुड़े होते हैं, जिसे कास्टिंग ट्री या पैटर्न क्लस्टर कहा जाता है। हर मोम पैटर्न को घटक के आकार के आधार पर अलग-अलग संसाधित किया जा सकता है। मोम पैटर्न एक रनर के साथ एक मोम गेटिंग पोल से जुड़े होते हैं, और पूरी चीज़ को एक पेड़, पैटर्न क्लस्टर या स्प्रू के रूप में संदर्भित किया जाता है।

कठोर और अभिनव कास्टिंग प्रक्रिया – चरण 2: सिरेमिक स्लरी और प्लास्टर
निवेश कास्टिंग प्रक्रिया का शैल निर्माण - डिपिंग

शैल बनाना एक सर्वोपरि कदम है; यदि आप शैल बनाने में विफल रहते हैं, तो पूरी खोई हुई मोम कास्टिंग प्रक्रिया बर्बाद हो जाती है, इसलिए, शैल की ताकत निम्नलिखित प्रक्रिया को संभालने के लिए पर्याप्त मजबूत होनी चाहिए। सिरेमिक शैल सिरेमिक घोल का एक संयोजन है, जिसमें कोलाइडल सिलिका, एल्यूमिना, प्लास्टर आदि शामिल हैं। पेड़ को उपयुक्त मोटाई के लिए सिरेमिक घोल में डुबोया जाता है; यह पिघली हुई धातु डालने की प्रक्रिया के लिए पहली तैयारी है। कास्टिंग पेड़ को सिरेमिक घोल पर बेहतर लगाव के लिए सिलिका जेल में डुबोया जाता है।
रेत कोटिंग (प्लास्टर)
सिरेमिक घोल को डुबाने के बाद, पूरे पेड़ को रेत से लेपित किया जाता है जिसे प्लास्टर कहा जाता है। सिरेमिक प्लास्टर प्रक्रिया इंजीनियरिंग मीटिंग के दौरान तय की जाती है। सिरेमिक डुबाने और सिरेमिक प्लास्टर के छह बार होते हैं, और प्लास्टर प्रक्रिया सबसे पतली रेत से शुरू होकर सबसे खुरदरी रेत तक होती है। सुखाने के समय और प्रक्रियाओं के बीच पूरी प्रक्रिया को पूरा करने में लगभग तीन दिन लगते हैं। दरारें से बचने के लिए सुखाने की प्रक्रिया पर्याप्त समय में की जाती है। रेत कोटिंग के विभिन्न तरीके हैं और यह घनत्व की आवश्यकता पर निर्भर करता है।

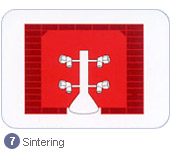
कठोर और अभिनव कास्टिंग प्रक्रिया – चरण 3: शेल मोल्ड फायरिंग

निवेश कास्टिंग के वर्षों के अनुभव के आधार पर बैठक के दौरान कास्टिंग मोल्ड फायरिंग का समय और तापमान तय किया जाता है। निवेश कास्टिंग मोल्ड को भाप का उपयोग करके 1800 डिग्री फ़ारेनहाइट पर ओवन में पकाया जाता है ताकि किसी भी वाष्पशील पदार्थ को हटाया जा सके। मोल्ड को ओवन से निकाल कर एक सपोर्ट डिवाइस पर रखा जाता है और पिघली हुई धातु डालने के लिए तैयार किया जाता है। पिघले हुए मोम को अगले उपयोग के लिए रीसाइकिल किया जाता है।
पिघली हुई धातु डालना
तरल धातु को एक निवेश कास्टिंग शेल में डाला जाता है; इस चरण के लिए समय और तापमान महत्वपूर्ण कारक हैं।

कठोर और अभिनव कास्टिंग प्रक्रिया – चरण 4: कास्टिंग शेल नॉकआउट
शेकिंग मशीन का उपयोग करके शैल नॉकआउट

शेकिंग मशीन द्वारा सिरेमिक शैल को हटाएँ
पिघली हुई धातु को खोल में डालने के बाद, एक हिलती हुई मशीन सिरेमिक खोल को फ्लास्क से बाहर हिलाएगी। हिलाने का समय कास्टिंग घटक पर निर्भर करता है, यह 5 या 7 सेकंड हो सकता है।
उष्मा उपचार
प्रत्येक स्टील सामग्री की गुणवत्ता को समान रखने के लिए कभी-कभी ताप उपचार किया जाता है।
स्टील के लिए एसिड वॉशिंग
एसिड वॉशिंग एक कास्टिंग प्रक्रिया है जो स्टील की सतह को जंग से बचाने के लिए की जाती है।
कास्टिंग घटक के लिए स्टील मनका सफाई मशीन
मनका सफाई मशीन उच्च दबाव के तहत संचालित होती है जो उच्च दबाव वाले वातावरण में मोतियों को शेष सिरेमिक खोल को साफ करने की अनुमति देती है।
गड़गड़ाहट मुक्त उपचार, पॉलिशिंग कास्टिंग प्रक्रिया
सतही उपचार एक महान सहनशीलता और सतह परिष्करण बनाने के लिए किया जाता है।
- उपकरणLin Chiaoनिवेश कास्टिंग प्रक्रिया के लिए:
- वैक्स रिक्लेमेशन वैट और स्टेटिक युक्त वैट
- टर्नटेबल टाइप वैक्स पैटर्न इंजेक्शन मशीन
- उच्च दबाव एकल-सिर वैक्स इंजेक्शन मशीन
- वैक्स स्प्रू इंजेक्शन मशीन
- मानक मोम इंजेक्शन मशीन
- घुलनशील मोम इंजेक्शन मशीन
- मोम पैटर्न स्वचालित संप्रेषण प्रणाली मोम पैटर्न संशोधन प्रक्रिया से, मोम पैटर्न सफाई से डुबकी प्रक्रिया तक
- द्रव डुबाने वाला टब
- रेत फ्लुइडाइज़र बेड कलेक्टर वैट
- डिपिंग प्रक्रिया के लिए स्वचालित संवहन प्रणाली
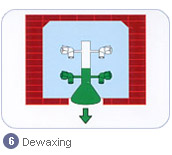
- स्टीम डी-वैक्सिंग मशीन
- पूर्णतः स्वचालित उच्च गति मोम पुनर्प्राप्ति और संवहन प्रणाली
- सिंटरिंग भट्टी
- उच्च आवृत्ति पिघलने वाली भट्ठी
- शैल मोल्ड रिमूवर
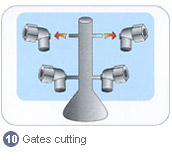
- काटने की मशीन
- पॉलिशिंग और पीसने की मशीन
- स्वचालित अचार प्रसंस्करण सेटअप
- वेल्डिंग मशीन
- रोलर प्रकार रेत नष्ट मशीन
- प्लेटफ़ॉर्म प्रकार रेत ब्लास्टिंग मशीन
- क्लोज टाइप छोटी रेत ब्लास्टिंग मशीन
- रासायनिक विश्लेषक
- हाइड्रोलिक प्रेशर मशीन

- निवेश कास्टिंग उत्पादों के लिए प्रयोगशाला परीक्षण उपकरण:
- धातु स्पेक्ट्रोमीटर
- 2.5D मैनुअल मापने की मशीन
- ग्रेनाइट बेस
- तन्यता परीक्षण मशीन
- माइक्रो कठोरता परीक्षण मशीन
- पीसने और चमकाने की मशीन
- माउंटिंग प्रेस मशीन
- रासायनिक विश्लेषक
- हाइड्रोलिक प्रेशर मशीन
कलाकारों के चुनाव की प्रक्रिया






लेख वर्गों
- Grundfos' निवेश कास्टिंग निर्माता का चयन –Lin Chiaoकास्टिंग कं, लिमिटेड
- अमेरिका में सबसे बड़े ऑर्थोटिक्स प्रोस्थेटिक पार्ट्स आपूर्तिकर्ता के लिए निवेश कास्टिंग
- निवेश कास्टिंग निर्माता ने ग्राहक का दिल जीतने के लिए 25-दिन की लीड-टाइम मांग को पूरा किया
- अब बड़े ऑब्जेक्ट के लिए रेत कास्टिंग की जरूरत नहीं, निवेश कास्टिंग ही भविष्य है
- निवेश कास्टिंग प्रक्रिया उत्कृष्ट डिजाइन के साथ किया जाता हैLin Chiao
- यूकेएएस, आईएसओ, एसजीएस प्रमाणित निवेश कास्टिंग निर्माता –Lin Chiaoकास्टिंग कं, लिमिटेड
- Lin Chiaoनिवेश कास्टिंग वीडियो और चित्र
- Lin Chiao2016 में निवेश कास्टिंग
- अब एक खोया मोम कास्टिंग आपूर्तिकर्ता से संपर्क करें!
- Lin Chiao Casting Co., Ltd. Privacy Policy
उत्पाद श्रेणी











पूछताछ करना अब
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!