


- HOME
- Proces odlewania precyzyjnego jest realizowany z doskonałym projektemLin Chiao
Proces odlewania precyzyjnego jest realizowany z doskonałym projektemLin Chiao
Były dwa ważne problemy, które miały wpływ na koszt w projekcie odlewania metodą wosku traconego, czas produkcji i koszt produkcji. Aby zaoszczędzić czas produkcji, będziesz potrzebować producenta odlewów wysokiej jakości, który dostarczy prawidłowych osądów na podstawie długotrwałego doświadczenia w odlewaniu iLin Chiao24-letnie doświadczenie firmy w zakresie odlewnictwa metali pomoże Ci osiągnąć Twoje cele.
Rygorystyczny i innowacyjny proces odlewania - Krok 1: Tworzenie modelu woskowego
Zespół inżynierów odlewów precyzyjnych - projektowanie przyjazne dla odlewów
GdyLin ChiaoZespół inżynierów otrzymuje od kupującego projekt produktu,Lin ChiaoZespół inżynierów zbierze się, aby omówić temperaturę topnienia i znaleźć możliwe trudności w trakcie odlewania, a kierownicy z każdego działu spotkają się, aby omówić proces odlewania z ich perspektywy.
Lin Chiao24-letnie doświadczenie firmy w odlewnictwie stopowym pozwala jej na opracowywanie innowacyjnych rozwiązań, zapewniających dokładny i wszechstronny proces odlewania precyzyjnego.
Produkcja wysokiej jakości form do odlewów precyzyjnych

Lin Chiaozgromadził ponad 20 000 form po 24 latach bycia producentem odlewów woskowych. Budowa metalowej formy odlewniczej różni się od innych; potrzebujesz miejsca, do którego wlewa się stop, a twórca formy musi zrozumieć koncepcję, jak zbudować formę, gdy kształt jest skomplikowany.
Szybkie prototypowanie
Lin Chiaooferuje szybkie prototypowanie odlewów precyzyjnych w różnych stopach, w tym ze stali nierdzewnej, stali węglowej, stali niklowej, odlewów żeliwnych itp. Po otrzymaniuLin ChiaoSzybkie prototypowanie pozwoliło na osiągnięcie pełnego rozwoju produktu.Lin Chiaozapewnia elastyczność w zakresie wielkości produkcji, niezależnie od tego, czy chodzi o szybkie prototypowanie, produkcję na małą skalę czy składanie dużych zamówień.
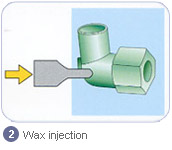
Wzór woskowy / Warunki wtrysku wosku, czas i stabilność
Podczas wstrzykiwania wosku do formy, ciśnienie wlewania wosku (7~12 kg/cm² lub 50 kg/cm²), temperatura wstępnego nagrzewania formy, czas i temperatura wtrysku wosku, temperatura pokojowa wtrysku wzoru woskowego i metoda chłodzenia formy po wstrzyknięciu wosku są ważnymi czynnikami dla procesu wtrysku wosku. Dlatego też należy podjąć pewne decyzje, a nieprofesjonalna ocena może prowadzić do słabych rezultatów.Lin ChiaoWosk rozpuszczalny w wodzie, który można rozpuścić w temperaturze pokojowej, nakłada się na części lub kąty, które trudno usunąć z wosku.
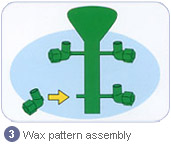
Montaż wzoru woskowego
Po ostygnięciu wzór woskowy jest wyjmowany z formy, personel usuwa zadziory na wzorze woskowym i upewnia się, że powierzchnia jest czysta. Po zakończeniu są gotowi do odlewania choinki.

proces odlewania modeli woskowych
Drzewo odlewnicze i wlew
Każdy wzór woskowy może być przetwarzany indywidualnie w zależności od rozmiaru komponentu. Są one przymocowane do kanału woskowego i połączone ze stożkiem wlewowym, który jest nazywany drzewem odlewniczym lub klastrem wzorów. Każdy wzór woskowy może być przetwarzany indywidualnie w zależności od rozmiaru komponentu. Wzory woskowe są przymocowane do sondy wlewowej wosku za pomocą kanału, a całość jest nazywana drzewem, klastrem wzorów lub wlewem.

Rygorystyczny i innowacyjny proces odlewania – krok 2: Zawiesina ceramiczna i stiuk
Wykonanie skorupy metodą odlewania precyzyjnego – zanurzanie

Wykonanie skorupy jest najważniejszym krokiem; jeśli nie uda Ci się wykonać skorupy, cały proces odlewania metodą traconego wosku zostanie zrujnowany, dlatego skorupa musi być wystarczająco wytrzymała, aby wytrzymać następujący proces. Skorupa ceramiczna to połączenie zawiesiny ceramicznej, która zawiera koloidalną krzemionkę, tlenek glinu, stiuk itp. Drzewo zanurza się w zawiesinie ceramicznej w celu uzyskania odpowiedniej grubości; jest to pierwsze przygotowanie do procesu odlewania stopionego metalu. Drzewo odlewnicze zanurza się w żelu krzemionkowym w celu lepszego przymocowania do zanurzania w zawiesinie ceramicznej.
Powłoka piaskowa (stiuk)
Po zanurzeniu w ceramicznej zawiesinie całe drzewo pokrywa się piaskiem, który nazywa się stiukiem. Procedura nakładania stiuku ceramicznego jest ustalana podczas spotkania inżynierów. Istnieje sześć razy zanurzanie ceramiczne i stiuk ceramiczny, a proces nakładania stiuku rozpoczyna się od najcieńszego piasku do najgrubszego piasku. Cały proces między czasem suszenia a procedurami trwa około trzech dni. Proces suszenia jest przeprowadzany w odpowiednim czasie, aby uniknąć pęknięć. Istnieją różne metody nakładania piasku i zależy to od wymagań gęstości.

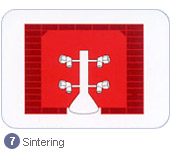
Rygorystyczny i innowacyjny proces odlewania – Krok 3: Wypał w formie skorupowej

Czas i temperatura wypalania formy odlewniczej są ustalane podczas spotkania na podstawie wieloletniego doświadczenia w odlewaniu precyzyjnym. Formy odlewnicze są wypalane w piecu w temperaturze 1800 stopni Fahrenheita przy użyciu pary, aby usunąć wszelkie substancje lotne. Formy są wyjmowane z pieca i umieszczane na urządzeniu podporowym, a następnie są gotowe do wlewania stopionego metalu. Stopiony wosk jest poddawany recyklingowi w celu następnego użycia.
Wylewanie stopionego metalu
Ciekły metal wlewa się do formy odlewniczej; w tym etapie istotnymi czynnikami są czas i temperatura.

Rygorystyczny i innowacyjny proces odlewania – Krok 4: Odlewanie wybijaka skorupy
Wybijanie skorupy za pomocą maszyny wstrząsającej

Zdjąć skorupę ceramiczną poprzez
potrząsanie maszyną
Po wlaniu stopionego metalu do skorupy, wibrująca maszyna wytrząsa ceramiczną skorupę z kolby. Czas wytrząsania zależy od komponentu odlewu, może wynosić 5 lub 7 sekund.
Obróbka cieplna
Nawet w przypadku każdego rodzaju materiału stalowego czasami przeprowadzana jest obróbka cieplna.
Mycie stali kwasem
Mycie kwasem to proces odlewania mający na celu wzmocnienie powierzchni stali i zabezpieczenie jej przed rdzą.
Maszyna do czyszczenia kulek stalowych do elementów odlewanych
Maszyna do czyszczenia kulek pracuje pod wysokim ciśnieniem, co pozwala na oczyszczenie kulek z resztek powłoki ceramicznej w środowisku o wysokim ciśnieniu.
Obróbka bez zadziorów, proces polerowania odlewów
Obróbka powierzchni ma na celu uzyskanie dużej tolerancji i wykończenia powierzchni.
- Sprzęt wLin Chiaodla procesu odlewania precyzyjnego:
- Kadź do odzyskiwania wosku i kadź zawierająca ładunki statyczne
- Maszyna do wtrysku wosku typu obrotowego
- Wysokociśnieniowa pojedyncza głowica do wtrysku wosku
- Maszyna do wtrysku wosku
- Standardowa maszyna do wstrzykiwania wosku
- Maszyna do wstrzykiwania wosku rozpuszczalnego
- Automatyczny system transportu wzorów woskowych Od procesu modyfikacji wzorów woskowych, czyszczenia wzorów woskowych do procesu zanurzania
- Kadź zanurzeniowa do płynów
- Kolektor złoża fluidalnego piasku
- Automatyczny system transportu do procesu zanurzania
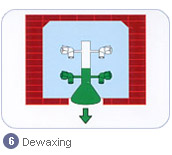
- Maszyna do usuwania wosku parą
- W pełni automatyczny, szybki system odzyskiwania i transportu wosku
- Piec spiekalniczy
- Piec do topienia o wysokiej częstotliwości
- Środek do usuwania pleśni z muszli
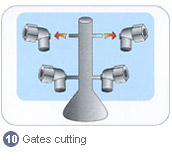
- Maszyna do cięcia
- Maszyna do polerowania i szlifowania
- Automatyczne ustawianie procesu kiszenia
- Maszyna spawalnicza
- Maszyna do piaskowania typu rolkowego
- Maszyna do piaskowania typu platformowego
- Zamknij Typ Mała Maszyna Do Piaskowania
- Analizator chemiczny
- Maszyna do ciśnieniowego wytwarzania ciśnienia hydraulicznego

- Sprzęt laboratoryjny do testowania produktów odlewanych metodą precyzyjnego odlewania:
- Spektrometr metali
- 2.5D ręczna maszyna pomiarowa
- Podstawa granitowa
- Maszyna do badania wytrzymałości na rozciąganie
- Mikromaszyna do pomiaru twardości
- Maszyna do szlifowania i polerowania
- Maszyna do montażu prasy
- Analizator chemiczny
- Maszyna do ciśnieniowego wytwarzania ciśnienia hydraulicznego
Proces odlewania






Artykuł działy
- GrundfosWybór producenta odlewów precyzyjnych –Lin ChiaoCasting Co., Ltd.
- Odlewnictwo inwestycyjne dla największego dostawcy części protetycznych ortopedycznych w USA
- Producent odlewów inwestycyjnych pokonał 25-dniowy termin realizacji, aby zdobyć serce klienta
- Koniec z odlewaniem piaskowym dużych obiektów, przyszłość należy do odlewania precyzyjnego
- Proces odlewania precyzyjnego jest realizowany z doskonałym projektemLin Chiao
- Producent odlewów precyzyjnych z certyfikatem UKAS, ISO, SGS –Lin ChiaoCasting Co., Ltd.
- Lin ChiaoWideo i zdjęcia z castingu inwestycyjnego
- Lin ChiaoCasting inwestycyjny w 2016 r.
- Skontaktuj się z dostawcą odlewów metodą traconego wosku już teraz!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Produkt kategoria











Zapytać teraz
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!