


- HOME
- Feinguss-Prozess wird mit ausgezeichnetem Design durchgeführt vonLin Chiao
Feinguss-Prozess wird mit ausgezeichnetem Design durchgeführt vonLin Chiao
Es gab zwei wichtige Faktoren, die die Kosten im Wachsausschmelzverfahren beeinflussen: die Produktionszeit und die Produktionskosten. Um Produktionszeit zu sparen, benötigen Sie einen Qualitätsgusshersteller, der auf der Grundlage der anhaltenden Gusserfahrung korrekte Urteile trifft undLin ChiaoDie 24-jährige Erfahrung von im Metallguss kann Ihnen dabei helfen, Ihre Ziele zu erreichen.
Strenger und innovativer Gussprozess - Schritt 1: Herstellung des Wachsmodells
Engineering-Team für Feinguss – Gussfreundliches Design
WannLin ChiaoDas Engineering-Team erhält einen Produktentwurf von einem Käufer,Lin ChiaoDas Ingenieurteam von würde zusammenkommen, um den Schmelzpunkt zu besprechen und mögliche Schwierigkeiten beim Gießen herauszufinden. Außerdem würden sich die Manager jeder Abteilung treffen, um den Gießprozess aus ihrer Sicht zu besprechen.
Lin ChiaoDank der 24-jährigen Erfahrung von ist das Unternehmen im Bereich des Legierungsgusses in der Lage, innovative Lösungen für ein präzises und vielseitiges Feingussverfahren zu entwickeln.
Hochwertiger Feinguss-Formenbau

Lin Chiaohat in 24 Jahren als Hersteller von Wachsfeingussen mehr als 20.000 Formen angesammelt. Der Bau einer Metallgussform unterscheidet sich von anderen Formen. Sie benötigen einen Ort, an dem die Legierung eingegossen wird, und der Formenbauer muss das Konzept verstehen, wie man eine Form baut, wenn die Form kompliziert ist.
Schnelles Prototyping
Lin Chiaobietet Rapid Prototyping für Feinguss in einer Vielzahl von Legierungen, darunter Edelstahl, Kohlenstoffstahl, Nickelstahl, Eisenguss usw. Wenn Sie erhaltenLin ChiaoDurch Rapid Prototyping ist das Produkt vollständig entwickelt.Lin Chiaobietet Flexibilität bei den Produktionsmengen, sei es für eine schnelle Rapid-Prototyping-Lösung, eine Kleinproduktion oder die Bestellung großer Mengen.
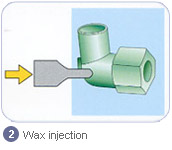
Wachsmuster/Wachseinspritzung – Zustand, Zeit und Stabilität
Beim Einspritzen von Wachs in die Form sind der Wachsgießdruck (7 bis 12 kg/cm² oder 50 kg/cm²), die Vorheiztemperatur der Form, die Zeit und Temperatur der Wachseinspritzung, die Raumtemperatur der Wachsform und die Methode zur Abkühlung der Form nach dem Einspritzen des Wachses die wichtigsten Faktoren für den Wachseinspritzprozess. Daher müssen Entscheidungen getroffen werden, und eine unprofessionelle Beurteilung kann zu schlechten Ergebnissen führen.Lin Chiao, wasserlösliches Wachs, das sich bei Raumtemperatur auflöst, wird auf die Teile oder Winkel aufgetragen, die sich schwer vom Wachs lösen lassen.
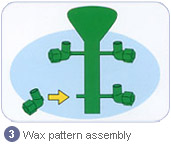
Montage des Wachsmodells
Nach dem Abkühlen wird das Wachsmuster aus der Form genommen. Das Personal entfernt die Grate vom Wachsmuster und stellt sicher, dass die Oberfläche sauber ist. Wenn sie fertig sind, sind sie bereit für die Herstellung des Gussbaums.

Verfahren zum Gießen von Pumpenwachsmodellen
Gussbaum und Anguss
Jedes Wachsmodell kann je nach Bauteilgröße individuell bearbeitet werden. Dazu werden sie an einem Wachskanal befestigt und mit einem Gießkegel verbunden, der als Gussbaum oder Modellcluster bezeichnet wird. Jedes Wachsmodell kann je nach Bauteilgröße individuell bearbeitet werden. Dazu werden die Wachsmodelle an einem Wachsangusszapfen mit Angusskanal befestigt und das Ganze wird als Gussbaum, Modellcluster oder Gusskanal bezeichnet.

Strenger und innovativer Gussprozess – Schritt 2: Keramikschlicker und Stuck
Schalenherstellung im Feingussverfahren – Tauchen

Die Herstellung der Schale ist ein äußerst wichtiger Schritt. Wenn Sie die Schale nicht herstellen können, ist der gesamte Wachsausschmelzprozess ruiniert. Daher muss die Schale stark genug sein, um den folgenden Prozess zu überstehen. Eine Keramikschale ist eine Kombination aus Keramikschlamm, der kolloidale Kieselsäure, Aluminiumoxid, Stuck usw. enthält. Der Baum wird in den Keramikschlamm getaucht, um die geeignete Dicke zu erreichen. Dies ist die erste Vorbereitung für den Gießprozess mit geschmolzenem Metall. Der Gussbaum wird in Kieselgel getaucht, damit er beim Eintauchen in den Keramikschlamm besser haftet.
Sandbeschichtung (Stuck)
Nach dem Eintauchen in Keramikschlamm wird der gesamte Baum mit Sand überzogen, was Stuck genannt wird. Das Verfahren zum Keramikstuck wird während der technischen Besprechung entschieden. Es gibt sechs Mal Keramiktauchen und Keramikstuck, und der Stuckprozess beginnt mit dem feinsten Sand und endet mit dem gröbsten Sand. Zwischen Trocknungszeit und -verfahren dauert es etwa drei Tage, bis der gesamte Prozess abgeschlossen ist. Der Trocknungsprozess wird in angemessener Zeit durchgeführt, um Risse zu vermeiden. Es gibt verschiedene Sandbeschichtungsmethoden und es hängt von der erforderlichen Dichte ab.

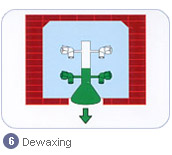
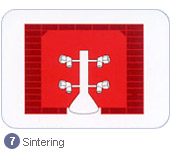
Strenger und innovativer Gussprozess – Schritt 3: Brennen der Schalenform

Brenndauer und Temperatur der Gussform werden während des Meetings auf Grundlage langjähriger Erfahrung im Feinguss festgelegt. Feingussformen werden in einem Ofen bei 1800 Grad Fahrenheit gebrannt, wobei Dampf verwendet wird, um alle flüchtigen Bestandteile zu entfernen. Die Formen werden aus dem Ofen genommen, auf eine Stützvorrichtung gelegt und sind bereit zum Gießen des geschmolzenen Metalls. Geschmolzenes Wachs wird für die nächste Verwendung recycelt.
Gießen von geschmolzenem Metall
Das flüssige Metall wird in eine Feingussschale gegossen; Zeit und Temperatur sind bei diesem Schritt wichtige Faktoren.

Strenger und innovativer Gießprozess – Schritt 4: Ausbrechen der Gussschale
Shell Knockout mit Schüttelmaschine

Die Keramikschale mit
einer Schüttelmaschine abschlagen
Nachdem das geschmolzene Metall in die Form gegossen wurde, schüttelt eine Vibrationsmaschine die Keramikform aus dem Formkasten. Die Schüttelzeit hängt vom Gussteil ab und kann 5 oder 7 Sekunden betragen.
Wärmebehandlung
Um die Qualität jedes Stahlmaterials zu glätten, wird manchmal eine Wärmebehandlung durchgeführt.
Säurewäsche für Stahl
Säurewäsche ist ein Gussverfahren zum Härten der Stahloberfläche, um Rost zu verhindern.
Stahlperlen-Reinigungsmaschine für Gussteile
Die Perlenreinigungsmaschine wird unter hohem Druck betrieben, wodurch die Perlen in einer Hochdruckumgebung von verbleibender Keramikschale gereinigt werden können.
Gratfreie Behandlung, Poliergussverfahren
Durch die Oberflächenbehandlung wird eine hohe Toleranz und Oberflächengüte erreicht.
- Die Ausrüstung inLin Chiaofür das Feingussverfahren:
- Wachsrückgewinnungsbehälter und statischer Behälter
- Drehtisch-Wachsmuster-Injektionsmaschine
- Hochdruck-Einkopf-Wachsinjektionsmaschine
- Wachs-Anguss-Injektionsmaschine
- Standard-Wachs-Injektionsmaschine
- Injektionsmaschine für lösliches Wachs
- Automatisches Fördersystem für Wachsmuster Vom Wachsmustermodifizierungsprozess über die Wachsmusterreinigung bis zum Tauchprozess
- Flüssigkeitstauchbecken
- Sand-Fließbett-Sammelbehälter
- Automatisches Fördersystem für den Tauchprozess
- Dampfentwachsungsmaschine
- Vollautomatisches Hochgeschwindigkeits-Wachsrückgewinnungs- und Fördersystem
- Sinterofen
- Hochfrequenz-Schmelzofen
- Schalenform-Entferner
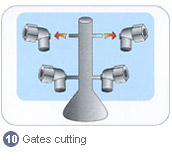
- Schneidemaschine
- Polier- und Schleifmaschine
- Einrichten der automatischen Beizverarbeitung
- Schweißgerät
- Rollen-Sandstrahlmaschine
- Sandstrahlmaschine vom Plattformtyp
- Kleine Sandstrahlmaschine vom Typ „Close“
- Chemischer Analysator
- Hydraulische Druckmaschine

- Laborprüfgeräte für Feingussprodukte:
- Metallspektrometer
- 2,5D manuelle Messmaschine
- Granitsockel
- Zugprüfmaschine
- Mikrohärteprüfmaschine
- Schleif- und Poliermaschine
- Montagepresse
- Chemischer Analysator
- Hydraulische Druckmaschine
Gießverfahren






Artikel Abschnitte
- Grundfos' Auswahl des Feingussherstellers –Lin ChiaoGussteil Co., Ltd.
- Feinguss für den größten Anbieter orthopädischer Prothesenteile in den USA
- Hersteller von Feingussteilen überwand 25-tägige Vorlaufzeit und gewann das Herz des Kunden
- Keine Sandgussteile mehr für große Objekte, die Zukunft liegt im Feinguss
- Feinguss-Prozess wird mit ausgezeichnetem Design durchgeführt vonLin Chiao
- UKAS-, ISO- und SGS-zertifizierter Hersteller von Feingussteilen –Lin ChiaoGussteil Co., Ltd.
- Lin ChiaoVideo und Bild zum Feinguss
- Lin ChiaoFeinguss im Jahr 2016
- Kontaktieren Sie jetzt einen Lieferanten für Wachsausschmelzverfahren!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Produkt Kategorie











Erkundigen jetzt
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!