


- ГЛАВНАЯ
- Процесс литья по выплавляемым моделям осуществляется с использованием превосходного дизайнаLin Chiao
Процесс литья по выплавляемым моделям осуществляется с использованием превосходного дизайнаLin Chiao
Было два важных вопроса, которые влияют на стоимость проекта литья по выплавляемым моделям: время производства и стоимость производства. Чтобы сэкономить время производства, вам понадобится качественный производитель литья, который предоставит правильные суждения, основанные на постоянном опыте литья иLin Chiao24-летний опыт работы компании в сфере литья металлов поможет вам достичь ваших целей.
Строгий и инновационный процесс литья. Шаг 1: Изготовление восковой модели
Команда инженеров по литью по выплавляемым моделям — конструкция, удобная для литья
КогдаLin ChiaoИнженерная группа получает проект продукта от покупателя,Lin ChiaoИнженерная группа компании соберется вместе, чтобы обсудить температуру плавления и выявить возможные трудности во время литья, а менеджеры каждого отдела проведут совещание, чтобы обсудить процесс литья со своей точки зрения.
Lin Chiao24-летний опыт работы компании в области литья сплавов позволяет ей предлагать инновационные решения, обеспечивающие точный и универсальный процесс литья по выплавляемым моделям.
Изготовление высококачественных литейных форм для литья по выплавляемым моделям

Lin Chiaoнакопил более 20 000 форм, будучи производителем литья по выплавляемым моделям в течение 24 лет. Изготовление формы для литья металла отличается от других; вам нужно место, куда заливается сплав, и изготовитель форм должен понимать концепцию того, как построить форму, когда форма сложная.
Быстрое прототипирование
Lin Chiaoпредлагает быстрое прототипирование для литья по выплавляемым моделям из различных сплавов, включая нержавеющую сталь, углеродистую сталь, никелированную сталь, чугунное литье и т. д. Когда вы получаетеLin ChiaoБлагодаря быстрому прототипированию продукт полностью разработан.Lin Chiaoобеспечивает гибкость в объемах производства, будь то быстрое решение по созданию прототипа, мелкосерийное производство или заказ большого количества продукции.
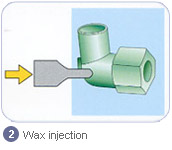
Восковой шаблон / Условия инъекции воска, время и стабильность
При впрыскивании воска в форму важными факторами для процесса впрыскивания воска являются давление заливки воска (7~12 кг/см² или 50 кг/см²), температура предварительного нагрева формы, время и температура впрыскивания воска, температура помещения для впрыскивания воскового шаблона и метод охлаждения формы после впрыскивания воска. Поэтому необходимо принимать решения, и непрофессиональное суждение может привести к плохим результатам.Lin Chiaoводорастворимый воск, который можно растворить при комнатной температуре, наносится на те части или углы, которые трудно удалить из воска.
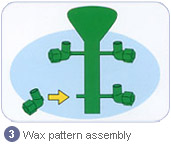
Сборка восковой модели
После охлаждения восковая модель извлекается из формы, сотрудники удаляют заусенцы на восковой модели и убеждаются, что поверхность чистая. Когда они закончат, они готовы к изготовлению литьевого дерева.

процесс литья восковой модели насоса
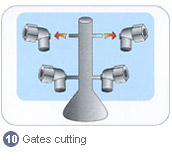
Литейное дерево и литник
Каждая восковая модель может быть обработана индивидуально в зависимости от размера компонента. Они прикреплены к восковому литнику и соединены с заливочным конусом, который называется литейным деревом или кластером моделей. Каждая восковая модель может быть обработана индивидуально в зависимости от размера компонента. Восковые модели прикреплены к восковому литниковому столбу с помощью литника, и все вместе называется деревом, кластером моделей или литником.

Строгий и инновационный процесс литья – Шаг 2: Керамическая суспензия и штукатурка
Изготовление оболочек методом литья по выплавляемым моделям – погружение

Изготовление оболочки является важнейшим шагом; если вы не сможете сделать оболочку, весь процесс литья по выплавляемым моделям будет испорчен, поэтому прочность оболочки должна быть достаточно высокой, чтобы выдержать следующий процесс. Керамическая оболочка представляет собой комбинацию керамической суспензии, которая содержит коллоидный кремнезем, глинозем, штукатурку и т. д. Дерево окунается в керамическую суспензию для получения подходящей толщины; это первая подготовка к процессу заливки расплавленного металла. Литейное дерево окунается в силикагель для лучшего сцепления с окунанием в керамическую суспензию.
Песчаное покрытие (штукатурка)
После погружения в керамическую суспензию все дерево покрывается песком, который называется штукатуркой. Процедура нанесения керамической штукатурки решается во время инженерного совещания. Существует шесть этапов погружения в керамику и нанесения керамической штукатурки, и процесс нанесения штукатурки начинается с самого тонкого песка и до самого грубого песка. Требуется около трех дней, чтобы завершить весь процесс между временем сушки и процедурами. Процесс сушки выполняется в течение достаточного времени, чтобы избежать трещин. Существуют различные методы нанесения песчаного покрытия, и это зависит от требований к плотности.

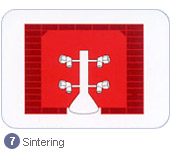
Строгий и инновационный процесс литья – Шаг 3: Обжиг оболочковой формы

Время и температура обжига литейной формы определяются во время встречи на основе многолетнего опыта литья по выплавляемым моделям. Литейные формы обжигаются в печи при температуре 1800 градусов по Фаренгейту с использованием пара для удаления летучих веществ. Формы вынимаются из печи и помещаются на опорное устройство, после чего они готовы к заливке расплавленного металла. Расплавленный воск перерабатывается для следующего использования.
Заливка расплавленного металла
Жидкий металл заливается в оболочку для литья по выплавляемым моделям; на этом этапе важными факторами являются время и температура.

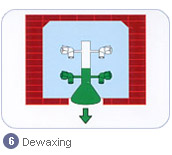
Строгий и инновационный процесс литья – Шаг 4: Выбивка литой оболочки
Выбивание оболочки с помощью встряхивающей машины

С помощью встряхивающей машины сбейте керамическую оболочку .
После заливки расплавленного металла в оболочку вибрационная машина вытряхивает керамическую оболочку из опоки. Время встряхивания зависит от отливаемого компонента и может составлять 5 или 7 секунд.
Термическая обработка
Для выравнивания качества любого стального материала иногда проводится термическая обработка.
Кислотная промывка стали
Кислотная промывка — это процесс литья, позволяющий защитить поверхность стали от ржавчины.
Машина для очистки стальных бусин для литья компонентов
Машина для очистки шариков работает под высоким давлением, что позволяет шарикам очищать оставшуюся керамическую оболочку в среде высокого давления.
Обработка без заусенцев, полировка, процесс литья
Обработка поверхности выполняется для создания больших допусков и чистоты поверхности.
- Оборудование вLin Chiaoдля процесса литья по выплавляемым моделям:
- Ванна для регенерации воска и ванна для сбора статического электричества
- Машина для литья восковых моделей поворотного типа
- Машина для литья воска под высоким давлением с одной головкой
- Машина для литья восковых литников
- Стандартная машина для инжекции воска
- Машина для инъекций растворимого воска
- Автоматическая система транспортировки восковых моделей от процесса модификации восковых моделей, очистки восковых моделей до процесса погружения
- Ванна для погружения в жидкость
- Сборная ванна для псевдоожижения слоя песка
- Автоматическая система транспортировки для процесса погружения
- Машина для удаления воска паром
- Полностью автоматическая высокоскоростная система сбора и транспортировки воска
- Печь для спекания
- Высокочастотная плавильная печь
- Средство для удаления плесени
- Машина для резки
- Полировально-шлифовальный станок
- Автоматическая настройка процесса травления
- Сварочный аппарат
- Пескоструйная машина роликового типа
- Пескоструйная машина платформенного типа
- Малая пескоструйная машина закрытого типа
- Химический анализатор
- Гидравлическая машина давления

- Лабораторное испытательное оборудование для литья по выплавляемым моделям:
- Спектрометр металлов
- 2.5D ручная измерительная машина
- Гранитное основание
- Машина для испытания на растяжение
- Микротвердомер
- Шлифовально-полировальный станок
- Монтажный пресс-автомат
- Химический анализатор
- Гидравлическая машина давления
Процесс литья






Статья разделах
- Grundfos«Выбор производителя литья по выплавляемым моделям –Lin ChiaoКастинг Ко., Лтд.
- Литье по выплавляемым моделям для крупнейшего поставщика ортопедических протезных деталей в США
- Производитель литья по выплавляемым моделям преодолел 25-дневный срок выполнения заказа, чтобы завоевать сердце клиента
- Больше никакого литья в песчаные формы для больших объектов, будущее за литьем по выплавляемым моделям
- Процесс литья по выплавляемым моделям осуществляется с использованием превосходного дизайнаLin Chiao
- Производитель литья по выплавляемым моделям, сертифицированный UKAS, ISO, SGS –Lin ChiaoКастинг Ко., Лтд.
- Lin ChiaoВидео и фото литья по выплавляемым моделям
- Lin ChiaoИнвестиционное литье в 2016 году
- Свяжитесь с поставщиком литья по выплавляемым моделям прямо сейчас!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Продукт категория











Спрашивать сейчас
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!