


- RUMAH
- Proses pengecoran investasi dilakukan dengan desain yang sangat baik olehLin Chiao
Proses pengecoran investasi dilakukan dengan desain yang sangat baik olehLin Chiao
Ada dua hal penting yang mempengaruhi biaya dalam proyek pengecoran lilin hilang, yaitu waktu produksi dan biaya produksi. Untuk menghemat waktu produksi, Anda memerlukan produsen pengecoran berkualitas untuk memberikan penilaian yang benar berdasarkan pengalaman pengecoran berkelanjutan danLin ChiaoPengalaman 24 tahun dalam pengecoran logam dapat membantu Anda mencapai tujuan Anda.
Proses Pengecoran yang Ketat dan Inovatif - Langkah 1: Pembuatan Pola Lilin
Tim Rekayasa Pengecoran Investasi - Desain Ramah Pengecoran
KapanLin ChiaoTim teknik menerima desain produk dari pembeli,Lin ChiaoTim teknik akan berkumpul bersama untuk membahas titik leleh dan mencari tahu kemungkinan kesulitan selama pengecoran, dan manajer dari setiap departemen akan mengadakan rapat untuk membahas proses pengecoran dari sudut pandang mereka.
Lin ChiaoPengalaman 24 tahun dalam pengecoran paduan memungkinkan mereka menghasilkan solusi inovatif untuk menyediakan proses pengecoran investasi yang akurat dan serbaguna.
Pembuatan Cetakan Pengecoran Investasi Berkualitas Tinggi

Lin Chiaotelah mengumpulkan lebih dari 20.000 cetakan setelah menjadi produsen pengecoran investasi lilin selama 24 tahun. Membangun cetakan pengecoran logam berbeda dibandingkan dengan yang lain; Anda memerlukan tempat untuk menuangkan paduan logam dan pembuat cetakan perlu memahami konsep cara membuat cetakan saat bentuknya rumit.
Prototipe Cepat
Lin Chiaomenawarkan pembuatan prototipe cepat untuk pengecoran investasi dalam berbagai paduan termasuk baja tahan karat, baja karbon, baja nikel, pengecoran besi, dll. Saat Anda menerimaLin Chiaopembuatan prototipe cepat, produk telah dikembangkan sepenuhnya.Lin Chiaomenyediakan fleksibilitas dalam kuantitas produksi, baik untuk solusi prototipe cepat, produksi kecil, atau pemesanan dalam jumlah besar.
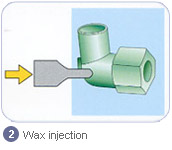
Pola Lilin / Kondisi Penyuntikan Lilin, Waktu dan Stabilitas
Saat menyuntikkan lilin ke dalam cetakan, tekanan tuang lilin (7~12kg/cm² atau 50 kg/cm²), suhu cetakan pra-pemanasan, waktu dan suhu injeksi lilin, suhu ruang injeksi pola lilin, dan metode pendinginan cetakan setelah lilin disuntikkan merupakan faktor penting untuk proses injeksi lilin. Oleh karena itu, ada keputusan yang perlu dibuat, dan penilaian yang tidak profesional dapat menyebabkan hasil yang buruk.Lin Chiao, lilin yang larut dalam air, yang dapat dilarutkan dalam suhu ruangan, diaplikasikan pada bagian atau sudut yang sulit dihilangkan dari lilin.
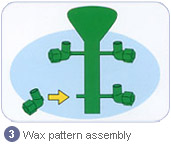
Perakitan Pola Lilin
Setelah dingin, pola lilin dikeluarkan dari cetakan, staf akan membersihkan bagian yang kasar pada pola lilin dan memastikan permukaannya bersih. Setelah selesai, pola siap untuk dicetak pada fabrikasi pohon.

proses pengecoran pola lilin pompa
Pengecoran Pohon dan Sprue
Setiap pola lilin dapat diproses secara individual tergantung pada ukuran komponen. Pola-pola tersebut dipasang pada runner lilin dan disambung dengan kerucut tuang, yang disebut pohon pengecoran atau kelompok pola. Setiap pola lilin dapat diproses secara individual tergantung pada ukuran komponen. Pola lilin dipasang pada tiang gating lilin dengan runner, dan keseluruhannya disebut sebagai pohon, kelompok pola atau sprue.

Proses Pengecoran yang Ketat dan Inovatif – Langkah 2: Bubur Keramik dan Plesteran
Pembuatan Cangkang Proses Pengecoran Investasi – Pencelupan

Pembuatan cangkang merupakan langkah yang sangat penting; jika Anda gagal membuat cangkang, seluruh proses pengecoran lilin yang hilang akan rusak, oleh karena itu, kekuatan cangkang harus cukup kuat untuk menangani proses selanjutnya. Cangkang keramik merupakan kombinasi bubur keramik, yang mengandung silika koloid, alumina, plesteran, dll. Pohon dicelupkan ke dalam bubur keramik hingga mencapai ketebalan yang sesuai; ini merupakan persiapan pertama untuk proses penuangan logam cair. Pohon pengecoran dicelupkan ke dalam gel silika agar lebih melekat pada pencelupan bubur keramik.
Pelapisan Pasir (Stuko)
Setelah pencelupan bubur keramik, seluruh pohon dilapisi dengan pasir yang disebut plesteran. Prosedur plesteran keramik diputuskan selama rapat teknik. Ada enam kali pencelupan keramik dan plesteran keramik, dan proses plesteran dimulai dengan pasir paling tipis hingga pasir paling kasar. Diperlukan waktu sekitar tiga hari untuk menyelesaikan seluruh proses antara waktu pengeringan dan prosedur. Proses pengeringan dilakukan dalam waktu yang cukup untuk menghindari keretakan. Ada berbagai metode pelapisan pasir dan itu tergantung pada kebutuhan kepadatan.

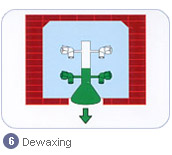
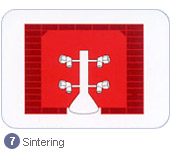
Proses Pengecoran yang Ketat dan Inovatif – Langkah 3: Pembakaran Cetakan Cangkang

Waktu dan suhu pembakaran cetakan pengecoran diputuskan selama pertemuan berdasarkan pengalaman pengecoran investasi selama bertahun-tahun. Cetakan pengecoran investasi dibakar dalam oven pada suhu 1800 derajat Fahrenheit menggunakan uap untuk menghilangkan zat volatil. Cetakan dikeluarkan dari oven dan diletakkan pada perangkat pendukung dan siap untuk menuangkan logam cair. Lilin yang meleleh didaur ulang untuk penggunaan berikutnya.
Penuangan Logam Cair
Logam cair dituangkan dalam cangkang pengecoran investasi; waktu dan suhu merupakan faktor penting untuk langkah ini.

Proses Pengecoran yang Ketat dan Inovatif – Langkah 4: Pengecoran Shell Knockout
Penghancuran Cangkang Menggunakan Mesin Pengocok

Hancurkan cangkang keramik dengan
mesin pengocok
Setelah logam cair dituangkan ke dalam cangkang, mesin getar akan mengocok cangkang keramik keluar dari labu. Waktu pengocokan tergantung pada komponen pengecoran, bisa 5 atau 7 detik.
Perlakuan Panas
Untuk menyamakan kualitas setiap material baja, terkadang dilakukan perlakuan panas.
Pencucian Asam Untuk Baja
Pencucian asam adalah proses pengecoran untuk memperkuat permukaan baja agar terhindar dari karat.
Mesin Pembersih Manik Baja Untuk Komponen Pengecoran
Mesin pembersih manik dioperasikan di bawah tekanan tinggi yang memungkinkan manik-manik membersihkan cangkang keramik yang tersisa dalam lingkungan bertekanan tinggi.
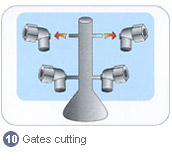
Perawatan Bebas Gerinda, Proses Pengecoran Poles
Perlakuan permukaan dilakukan untuk menciptakan toleransi dan penyelesaian permukaan yang baik.
- Peralatan diLin Chiaountuk proses pengecoran investasi:
- Tangki Reklamasi Lilin & Tangki Berisi Statis
- Mesin Injeksi Pola Lilin Tipe Meja Putar
- Mesin Injeksi Lilin Kepala Tunggal Bertekanan Tinggi
- Mesin Injeksi Lilin
- Mesin Injeksi Lilin Standar
- Mesin Injeksi Lilin Larut
- Sistem Pengangkutan Pola Lilin Otomatis Dari Proses Modifikasi Pola Lilin, Pembersihan Pola Lilin hingga Proses Pencelupan
- Bak Pencelupan Cairan
- Kolektor Tempat Tidur Fluidisasi Pasir PPN
- Sistem Pengangkutan Otomatis untuk Proses Pencelupan
- Mesin Penghilang Lilin Uap
- Sistem Pengangkutan dan Pemulihan Lilin Berkecepatan Tinggi Sepenuhnya Otomatis
- tungku sintering
- Tungku Peleburan Frekuensi Tinggi
- Penghilang Jamur Kerang
- Mesin Pemotong
- Mesin Poles dan Penggiling
- Pengaturan Pemrosesan Pengasinan Otomatis
- Mesin Las
- Mesin Sand Blasting Tipe Rol
- Mesin Sand Blasting Tipe Platform
- Mesin Sand Blasting Kecil Tipe Tertutup
- Analisator Kimia
- Mesin Tekanan Hidrolik

- Peralatan Uji Laboratorium untuk Produk Pengecoran Investasi:
- Spektrometer Logam
- Mesin Pengukur Manual 2.5D
- Dasar Granit
- Mesin Uji Tarik
- Mesin Uji Kekerasan Mikro
- Mesin Penggiling dan Poles
- Mesin Press Pemasangan
- Analisator Kimia
- Mesin Tekanan Hidrolik
Proses Pengecoran






Artikel bagian
- Grundfos' Pemilihan Produsen Pengecoran Investasi –Lin ChiaoPerusahaan Pengecoran Co., Ltd.
- Pengecoran Investasi untuk Pemasok Suku Cadang Prostesis Ortotik Terbesar di AS
- Produsen Pengecoran Investasi Atasi Permintaan Waktu Tunggu 25 Hari Untuk Memenangkan Hati Klien
- Tak Ada Lagi Pengecoran Pasir Untuk Objek Besar, Pengecoran Investasi Adalah Masa Depan
- Proses pengecoran investasi dilakukan dengan desain yang sangat baik olehLin Chiao
- Produsen Pengecoran Investasi Bersertifikat UKAS, ISO, SGS –Lin ChiaoPerusahaan Pengecoran Co., Ltd.
- Lin ChiaoVideo dan Gambar Pengecoran Investasi
- Lin ChiaoInvestasi Casting di tahun 2016
- Hubungi Pemasok Pengecoran Lilin yang Hilang Sekarang!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Produk kategori











Menanyakan sekarang
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!