


- ГОЛОВНА
- Процес лиття за виплавленими моделями виконується завдяки чудовому дизайнуLin Chiao
Процес лиття за виплавленими моделями виконується завдяки чудовому дизайнуLin Chiao
Було два важливих питання, які впливають на вартість проекту лиття за виплавленим воском: час виробництва та вартість виробництва. Щоб заощадити час виробництва, вам знадобиться якісний виробник лиття, який надасть правильні оцінки на основі тривалого досвіду лиття таLin Chiao24-річний досвід лиття металу може допомогти вам досягти ваших цілей.
Ретельний та інноваційний процес лиття – Крок 1: Виготовлення візерунка з воску
Команда інженерів лиття по моделлю - дизайн, зручний для лиття
КолиLin ChiaoКоманда інженерів отримує дизайн продукту від покупця,Lin ChiaoКоманда інженерів збиралася б разом, щоб обговорити точку плавлення та з’ясувати можливі труднощі під час лиття, а керівники кожного відділу проведуть нараду, щоб обговорити процес лиття зі своєї точки зору.
Lin Chiao24-річний досвід лиття сплавів дозволяє їм винаходити інноваційні рішення для забезпечення точного та універсального процесу лиття за виплавленими моделями.
Високоякісне виготовлення форм для лиття по моделлю

Lin Chiaoнакопичив понад 20 000 прес-форм після того, як протягом 24 років був виробником литва з воску. Побудова металевої ливарної форми відрізняється від інших; вам потрібне місце, куди заливається сплав, і виробник прес-форм має розуміти концепцію того, як створити прес-форму, коли її форма складна.
Швидке створення прототипів
Lin Chiaoпропонує швидке створення прототипів для лиття по виплавлюваним моделям із різноманітних сплавів, включаючи нержавіючу сталь, вуглецеву сталь, нікелеву сталь, чавунне лиття тощо. Коли ви отримаєтеLin Chiaoшвидке прототипування, продукт повністю розроблений.Lin Chiaoзабезпечує гнучкість обсягів виробництва, незалежно від того, чи йдеться про швидке швидке рішення прототипу, невелике виробництво чи замовлення великої кількості.
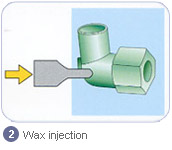
Умови, час і стабільність воскової моделі/вприскування воску
Під час впорскування воску у форму враховуйте тиск заливки воску (7~12 кг/см² або 50 кг/см²), температуру попереднього нагріву форми, час і температуру впорскування воску, кімнатну температуру вприскування воскового малюнка та спосіб охолодження форми після введення воску є важливими факторами для процесу вприскування воску. Тому є рішення, які необхідно прийняти, а непрофесійне судження може призвести до поганих результатів. наLin ChiaoВодорозчинний віск, який можна розчинити при кімнатній температурі, наноситься на частини або кути, які важко видалити з воску.
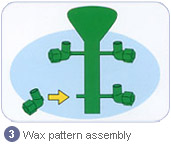
Складання воскової моделі
Після охолодження восковий малюнок виймають із форми, персонал видаляє задирки на восковому малюнку та переконається, що поверхня чиста. Коли вони закінчені, вони готові до виготовлення лиття дерева.

процес лиття воскової моделі насоса
Лиття дерева та литника
Кожен восковий малюнок може бути оброблений індивідуально залежно від розміру компонента. Вони прикріплені до воскового бігуна та з’єднані з розливним конусом, який називається ливарним деревом або кластером візерунка. Кожен восковий малюнок може бути оброблений індивідуально залежно від розміру компонента. Воскові візерунки прикріплюються до воскового стрижня за допомогою бігуна, і все це називається деревом, скупченням візерунка або литником.

Суворий та інноваційний процес лиття – Етап 2: керамічний шлам і штукатурка
Виготовлення оболонки процесу лиття по моделлю – занурення

Виготовлення черепашки є найважливішим кроком; якщо вам не вдасться виготовити оболонку, весь процес лиття з воску буде зруйновано, отже, міцність оболонки має бути достатньо міцною, щоб впоратися з наступним процесом. Керамічна оболонка - це комбінація керамічної суспензії, яка містить колоїдний кремнезем, оксид алюмінію, штукатурку тощо. Дерево занурюється в керамічну суспензію для відповідної товщини; це перша підготовка до обробки розплавленим металом. Дерево лиття занурюється в силікагель для кращого кріплення на керамічній суспензії.
Пісочне покриття (штукатурка)
Після занурення керамічного шламу все дерево покривається піском, який називається штукатуркою. Процедура керамічної штукатурки вирішується під час інженерної наради. Існує шість разів занурення кераміки та керамічної штукатурки, і процес штукатурки починався з найтоншого піску до найгрубішого піску. На весь процес між сушінням і процедурами потрібно близько трьох днів. Процес сушіння виконується вчасно, щоб уникнути появи тріщин. Існують різні способи нанесення піску, і це залежить від вимог до щільності.

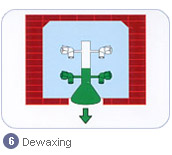
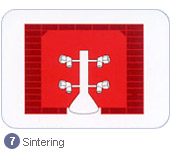
Суворий та інноваційний процес лиття – Етап 3: випалювання оболонкової форми

Час випалу ливарної форми та температура вирішуються під час наради на основі багаторічного досвіду лиття по моделлю. Форми для виплавленого лиття обпалюються в печі при температурі 1800 градусів за Фаренгейтом з використанням пари для видалення будь-яких летких речовин. Форми виймають з печі та ставлять на опорний пристрій, і вони готові до заливання розплавленим металом. Розтоплений віск переробляється для наступного використання.
Заливка розплавленого металу
Рідкий метал заливають в оболонку для лиття по моделлю; час і температура є важливими факторами для цього кроку.

Суворий та інноваційний процес лиття – Крок 4: Вибивання корпусу
Вибивання оболонки за допомогою струшувальної машини

Збийте керамічну оболонку
струшуванням
Після того, як розплавлений метал заливається в оболонку, вібраційна машина витрушує керамічну оболонку з колби. Тривалість струшування залежить від компонента відливки, може становити 5 або 7 секунд.
Термічна обробка
Щоб вирівняти якість кожного сталевого матеріалу, іноді проводять термічну обробку.
Кислотне промивання сталі
Кислотне промивання - це процес лиття, щоб зміцнити поверхню сталі, щоб уникнути іржі.
Машина для очищення сталевих бісерів для лиття компонентів
Машина для чищення бісеру працює під високим тиском, що дозволяє бісеру очищати залишки керамічної оболонки під високим тиском.
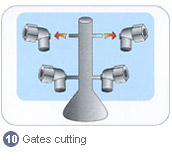
Обробка без задирок, процес полірування
Обробка поверхні виконується для створення великої толерантності та обробки поверхні.
- Обладнання вLin Chiaoдля процесу лиття по моделлю:
- Бак для регенерації воску та статичний бак
- Машина для ін'єкцій воскових візерунків поворотного типу
- Машина для ін’єкцій воску з однією головкою високого тиску
- Машина для вприскування воскових литників
- Стандартна машина для вприскування воску
- Машина для вприскування розчинного воску
- Автоматична конвеєрна система воскового малюнка від процесу модифікації воскового малюнка, очищення воскового малюнка до процесу занурення
- Ванна для занурення рідини
- Колекторний бак піщаного киплячого шару
- Автоматична конвеєрна система для процесу занурення
- Машина для парової депарафінізації
- Повністю автоматична високошвидкісна система регенерації та транспортування воску
- Піч спікання
- Високочастотна плавильна піч
- Засіб для видалення цвілі
- Машина для різання
- Полірувальна та шліфувальна машина
- Налаштування автоматичної обробки травлення
- Зварювальний апарат
- Піскоструминна машина роликового типу
- Піскоструминна машина платформного типу
- Малий піскоструминний апарат закритого типу
- Хімічний аналізатор
- Машина гідравлічного тиску

- Лабораторне випробувальне обладнання для виробів лиття по моделлю:
- Металевий спектрометр
- 2.5D ручна вимірювальна машина
- Гранітна основа
- Машина для випробувань на розтяг
- Машина для вимірювання мікротвердості
- Шліфувально-полірувальна машина
- Монтажна прес-машина
- Хімічний аналізатор
- Машина гідравлічного тиску
Процес лиття






Стаття розділах
- GrundfosВибір виробника лиття по моделлю –Lin ChiaoCasting Co., Ltd.
- Лиття за моделлю для найбільшого постачальника ортопедичних протезних частин у США
- Виробник лиття по виплавлюваних моделях подолав запит на 25-денний термін виконання, щоб завоювати серце клієнта
- Більше немає піщаного лиття для великих об’єктів, майбутнє за виплавлюваними моделями
- Процес лиття за виплавленими моделями виконується завдяки чудовому дизайнуLin Chiao
- Сертифікований UKAS, ISO, SGS виробник лиття по моделлю –Lin ChiaoCasting Co., Ltd.
- Lin ChiaoВідео та фото кастингу
- Lin Chiao's Investment Casting у 2016 році
- Зв’яжіться з постачальником лиття за виплавленим воском зараз!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Продукт категорія











Питати зараз
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!