


- HOME
- Investment casting process Is Done With Excellent Design By Lin Chiao
Investment casting process Is Done With Excellent Design By Lin Chiao
There were two important issues that influence cost in lost wax casting project, the production time and the cost in production. To save production time, you will need a quality casting manufacturer to provide correct judgments based on the sustained casting experience and Lin Chiao's 24-year of metal casting experience can assist you to achieve your goals.
Rigorous and Innovative Casting Process - Step 1: Wax Pattern Making
Investment Casting Engineering Team - Cast-Friendly Design
When Lin Chiao's engineering team receives a product design from a buyer, Lin Chiao's engineering team would gather together to discuss the melting point and to find out the possible difficulties during casting, and managers from each department will have a meeting to discuss the casting process from their perspective.
Lin Chiao's 24-years of alloy casting experience allow them to come up with innovative solutions to provide an accurate and versatile investment casting process.
High Quality Investment Casting Mould Making

Lin Chiao has accumulated more than 20,000 molds after being a wax investment casting manufacturer for 24 years. Building a metal casting mold is different compared to others; you need a place where the alloy is poured into and mold maker needs to understand the concept of how to build a mold when the shape complicated.
Rapid Prototyping
Lin Chiao offers rapid prototyping for investment casting in a variety of alloys including stainless steel, carbon steel, nickel steel, iron casting, etc. When you receive Lin Chiao's rapid prototyping, the product is fully developed. Lin Chiao provides flexibility in production quantities, whether for a quick rapid prototype solution, small production or a high quantity ordering.
Wax Pattern / Wax Injection Condition, Time and Stability
When injecting wax into the mold, the wax pouring pressure (7~12kg/cm² or 50 kg/cm²), pre-heat mold temperature, wax injection time and temperature, wax pattern injection room temperature and the mold cooling method after wax is injected are the important factors for the wax injection process. Therefore, there are decisions that need to be made, and unprofessional judgment can lead to poor results. At Lin Chiao, water soluble wax, which can be dissolved in room temperature, is applied to the parts or angles that are hard to remove from the wax.
Wax Pattern Assembly
Once cooled, the wax pattern is removed from the mold, staff would remove the burrs on the wax pattern and make sure the surface is clear. When are they done, they are ready for casting tree fabrication.

pump wax pattern casting process
Casting Tree and Sprue
Every wax pattern can be processed individually depending on component size. They are attached to a wax runner and joined with a pouring cone, which is called casting tree or pattern cluster. Every wax pattern can be processed individually depending on component size. The wax patterns are attached to a wax gating poll with a runner, and the whole thing is referred to as a tree, pattern cluster or sprue.

Rigorous and Innovative Casting Process – Step 2: Ceramic Slurry and Stucco
Shell Making of investment casting process – Dipping

Shell making is a paramount step; if you fail to make the shell, the whole lost wax casting process is ruined, therefore, the strength of the shell has to be strong enough to handle the following process. Ceramic shell is a combination of ceramic slurry, which contains colloidal silica, alumina, stucco, etc. The tree is dipped in the ceramic slurry for the suitable thickness; it is the first preparation for molten metal pouring processing. The casting tree is dipped in silica gel for better attachment on ceramic slurry dipping.
Sand Coating (Stucco)
After the ceramic slurry dipping, the whole tree is coated with sand which is called stucco. The ceramic stucco procedure is decided during the engineering meeting. There are six times of ceramic dipping and ceramic stucco, and the stucco process started with the thinnest sand to the roughest sand. It takes about three days to finish the whole process between the drying time and procedures. The drying process is performed in an adequate time to avoid cracks. There are various sand coating methods and it depends on the density requirement.

Rigorous and Innovative Casting Process – Step 3: Shell Mold Firing

Casting mold firing time and temperature are decided during the meeting based on years of investment casting experience. Investment casting molds are fired in an oven at 1800 degrees Fahrenheit using steam to remove any volatiles. The molds are removed from the oven and placed on a support device and are ready for molten metal pouring. Melted wax is recycled for the next usage.
Molten Metal Pouring
The liquid metal is poured in an investment casting shell; time and temperature are important factors for this step.

Rigorous and Innovative Casting Process – Step 4: Casting Shell Knockout
Shell Knockout Using Shaking Machine

Knock off the ceramic shell by
shaking machine
After the molten metal is poured into the shell, a vibrating machine would shake the ceramic shell out of the flask. The shaking time depends on the casting component, it can be 5 or 7 seconds.
Heat Treatment
To even every steel material’s quality, sometimes heat treatment is conducted.
Acid Washing For Steel
Acid washing is a casting process to enforce the surface of steel to avoid rust.
Steel Bead Cleaning Machine For Casting Component
Bead cleaning machine is operated under high pressure which allows beads to clean up remaining ceramic shell in a high pressure environment.
Burr Free Treatment, Polishing Casting Process
Surface treatment is done to create a great tolerance and surface finishing.
- The Equipments in Lin Chiao for investment casting process:
- Wax Reclamation Vat & Static Containing Vat
- Turntable Type Wax Pattern Injection Machine
- High Pressure Single-head Wax Injection Machine
- Wax Sprue Injection Machine
- Standard Wax Injection Machine
- Soluble Wax Injection Machine
- Wax Pattern Automatic Conveying System From Wax Pattern Modification Process, Wax Pattern Cleaning to Dipping Process
- Fluid Dipping Vat
- Sand Fluidizer Bed Collector Vat
- Automatic Conveying System for Dipping Process
- Steam De-waxing Machine
- Fully-Automatic High-Speed Wax Reclamation and Conveying System
- Sintering Furnace
- High Frequency Melting Furnace
- Shell Mold Remover
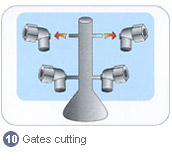
- Cutting Machine
- Polishing and Grinding Machine
- Automatic Pickling Processing Setup
- Welding Machine
- Roller Type Sand Blasting Machine
- Platform Type Sand Blasting Machine
- Close Type Small Sand Blasting Machine
- Chemical Analyzer
- Hydraulic Pressure Machine

- Lab Testing Equipment For Investment Casting Products:
- Metal Spectrometer
- 2.5D Manual Measuring Machine
- Granite Base
- Tensile testing Machine
- Micro Hardness Testing Machine
- Grinding and Polishing Machine
- Mounting Press Machine
- Chemical Analyzer
- Hydraulic Pressure Machine
Casting Process






Article sections
- Grundfos' Selection Of Investment Casting Manufacturer – Lin Chiao Casting Co., Ltd.
- Investment Casting For The Largest Orthotics Prosthetic Parts Supplier In The U.S.
- Investment Casting Manufacturer Overcome 25-Day Lead-Time Request To Win Client's Heart
- No More Sand Casting For Big Object, Investment Casting Is The Future
- Investment casting process Is Done With Excellent Design By Lin Chiao
- UKAS, ISO, SGS Certified Investment Casting Manufacturer – Lin Chiao Casting Co., Ltd.
- Lin Chiao Investment Casting Video and Picture
- Lin Chiao's Investment Casting in 2016
- Contact A Lost Wax Casting Supplier Now!
- Lin Chiao Casting Co., Ltd. Privacy Policy
Product category











Inquire now
Looking for more information? You can fill out the Inquiry Form to tell us your needs or questions, we will respond soon!